Как ровно просверлить отверстие в торце ДСП?
Маленькое устройство, решившее большую проблему
Точное сверление. Даже без разметки. Даже неподходящим сверлом. И даже дрелью с биением патрона. И все это быстро. Около 200 отверстий я просверлил, и ни одно из них не оказалось дыркой. Как такое возможно? Сейчас расскажу.
Однажды я купил шкаф в Икее. Как любят шведы, продавался он в картонной коробке, в виде стопочки досок и пакетика с фурнитурой. Быстренько его собрав, я решил, что эти доски мало чем отличаются от мебельного щита из Леруа Мерлен, только нарезаны по нужному размеру и просверлены отверстия под крепеж — а цена выше в несколько раз. При этом нарезать листовой материал можно в том же Леруа почти за спасибо.
Потом мы делали ремонт и долго не могли решить, куда пристроить стиральную машину. В ванной ей не хватало места, кухню хотелось освободить для более важных вещей, в прихожей она не смотрелась… Вот если б спрятать ее в тумбу, это решило бы проблему. Но где взять тумбу с внутренним размером 60 см? Готовой нигде не продается, и я решил смастерить ее сам. Тот первый опыт был не вполне удачный. Тумба собиралась на эксцентриковых стяжках и конфирматах (это такие шурупы для дсп). Для эксцентриковой стяжки нужно просверлить два отверстия в перпендикулярных плоскостях с пересекающимися осями. Пару раз я промахнулся со сверлением, отверстия пришлось рассверливать, чтобы все совпало, а, стало быть, появились люфты. Одно отверстие и вовсе вышло сквозным, чуть пол не просверлил. Тумбу я конечно собрал, но появилось понимание, что не все так просто. А тумба при отжиме машинкой подпрыгивает и дребезжит.
И тут грянул новый ремонт. На этот раз требовалось соорудить мега-шкаф. Он должен быть широким (более 2 м.) глубоким (76 см. в глубину), сделан должен быть из березовой фанеры 21мм, и самое главное — нижняя часть не должна иметь цоколь. Идея состоит в том, чтобы в нижнюю секцию шкафа вкатывались тумбы на колесиках. Это здорово упрощает загрузку вещей в такой глубокий шкаф. Позволяет быстро выкатить, скажем, тумбу с инструментами и прикатить ее к месту ремонта. Или тумбу с книгами к письменному столу. И не бегать за каждой мелочью в шкаф. Вот примерно так это должно выглядеть:
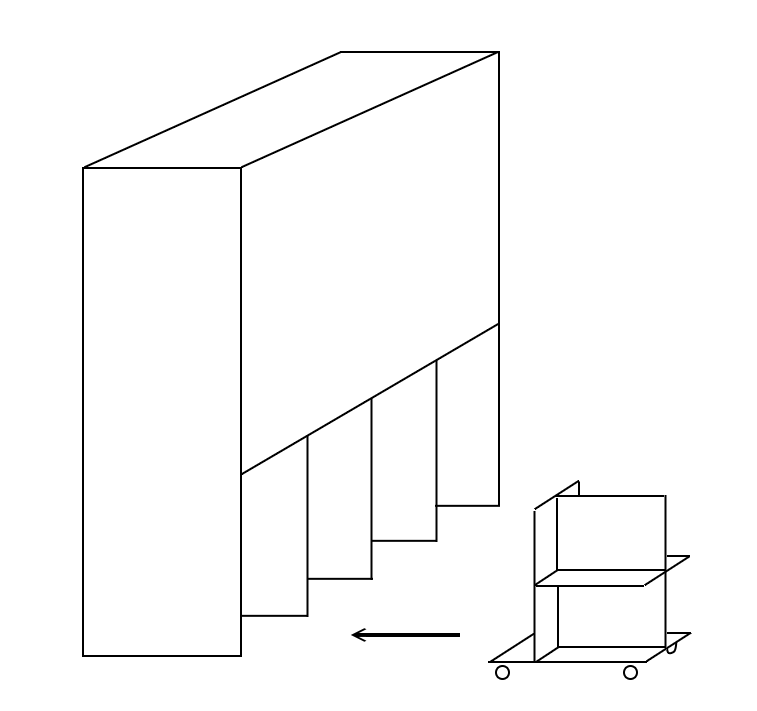
(дверцы и ящички/полочки условно не нарисованы, но они будут)
Конечно, такие ноги мигом разъедутся без крепления к единому основанию, и шкаф рухнет. Чтобы этого не произошло, шкаф монтируется на несущую стену дома, всю нагрузку несет она. Это снимает вопрос задней стенки. Это позволит при необходимости заменить напольное покрытие, не вытаскивая шкаф из комнаты. Просто выкатываем тумбы, снимаем нижнюю часть перегородок, а остальной шкаф продолжает висеть на стене.
Все эти мои хотелки, все вместе и каждая по отдельности, отпугивали потенциальных изготовителей шкафа. Фирм, изготавливающих мебель полно, но почти все гонят шкафы из дсп 16 мм, глубиной 600, все по более-менее стандартным чертежам, а заказчику позволительно лишь выбрать цвет дсп и узор на створке. Так стало ясно, что всю работу предстоит сделать мне самому. Но старая травма с тумбой под стиралку давала о себе знать, и на этот раз я решил не оставить себе шансов на ошибку. Базовые элементы крепежа всей конструкции — двойная эксцентриковая стяжка и винт с бочкообразной гайкой. А это значит, что сверлить придется много и сверлить нужно точно. Поэтому был приобретен герой моего обзора: кондуктор для сверления под эксцентриковую стяжку.
Кондукторов для сверления торца доски много. Есть параллелограммного типа, есть такие типа рогатки (долго объяснять, своей фотки у меня нет, а чужие прикладывать к обзору тут не разрешают, так что найдете в интернете, если надо), в общем выбор большой. Но кондуктор, который позволял бы сверлить сразу два отверстия именно под стяжку, я нашел только этот. Посмотрим, что же мне прислали:
Жесткий пластиковый кофр, внутри поролоновая подкладка и инструменты в пакетиках.



Два сверла по дереву на 8 и на 10 мм, одно сверло форстнера на 15 мм, ограничительные муфты для них, несколько шкантов, ключ для гаек, шестигранный ключ для фиксации ограничительных муфт, и собственно сам прибор.

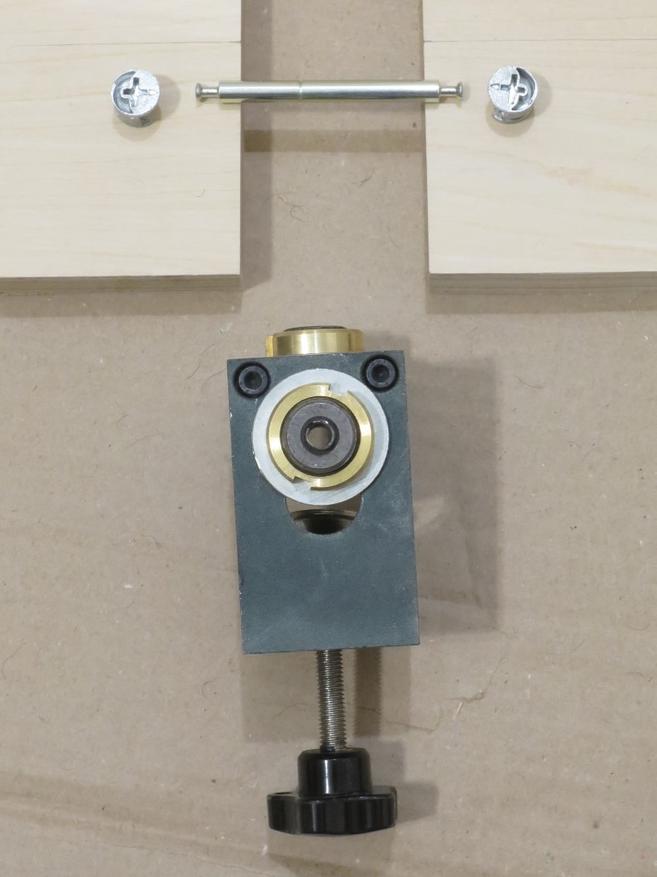
Вот он. Штука довольно увесистая, из литого металла, скорее всего чугуна. Фиксируется на доске винтовым зажимом. На дешевых струбцинах тарелка держится за счет развальцовки винта, со временем она отваливается или продавливается, винт начинает царапать доску. Здесь такого не произойдет. Тарелка из толстой стали, она гладкая и ровная, фиксируется винтом. Время показало, что ей можно зажимать даже окрашенную доску из мягкого дерева, следов не остается.

Максимальная толщина зажимаемой доски порядка 50 мм.

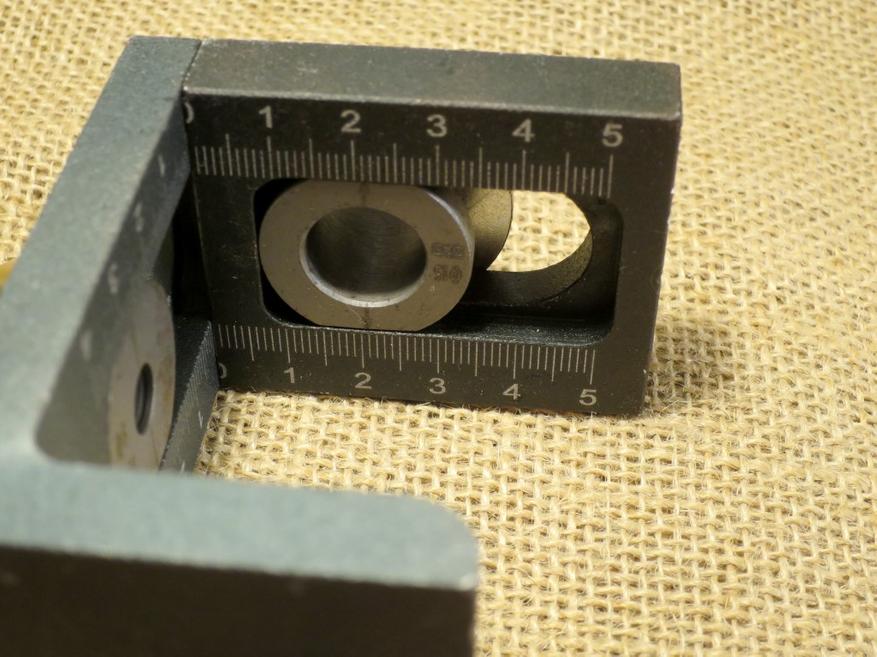
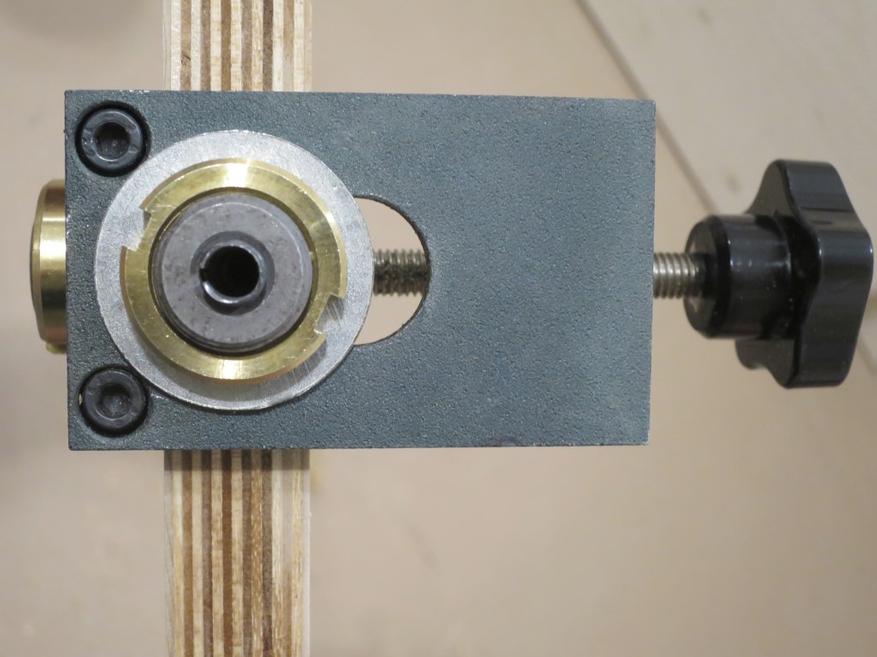
В прорезях корпуса перемещаются и фиксируются гайками две втулки. Одна для сверления 8 мм, со стороны торца доски.

Минимальный отступ оси сверлимого отверстия от поверхности доски — 5 мм.
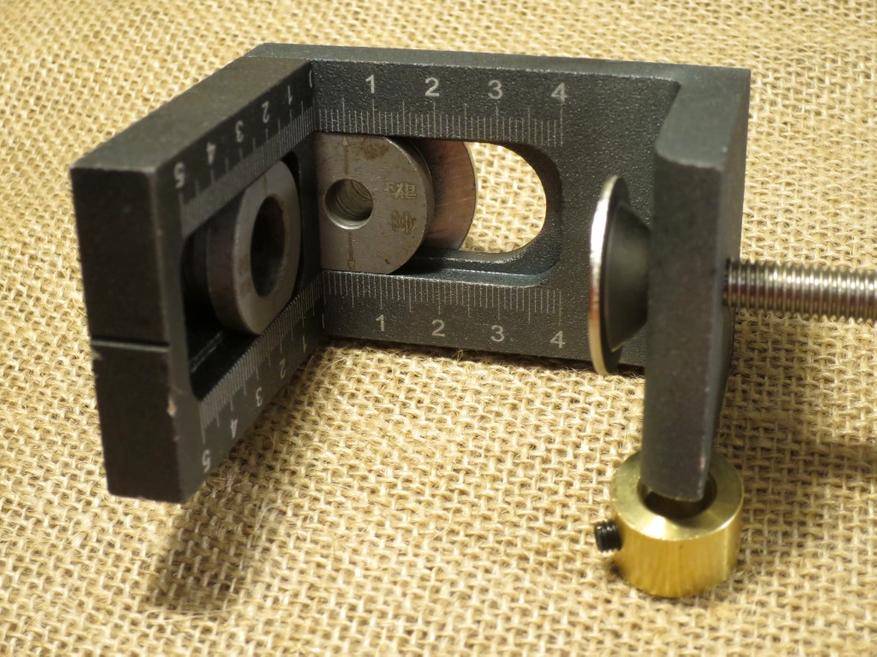
Максимальный — 37 мм.
Шкала на раме выполнена гравировкой, т.е. не сотрется со временем.
Торец втулок немного утоплен в корпус кондуктора, буквально на долю миллиметра. Это дает возможность перемещать втулку даже когда струбцина зажимает доску. Разумеется, для этого надо ослабить фиксирующую гайку.

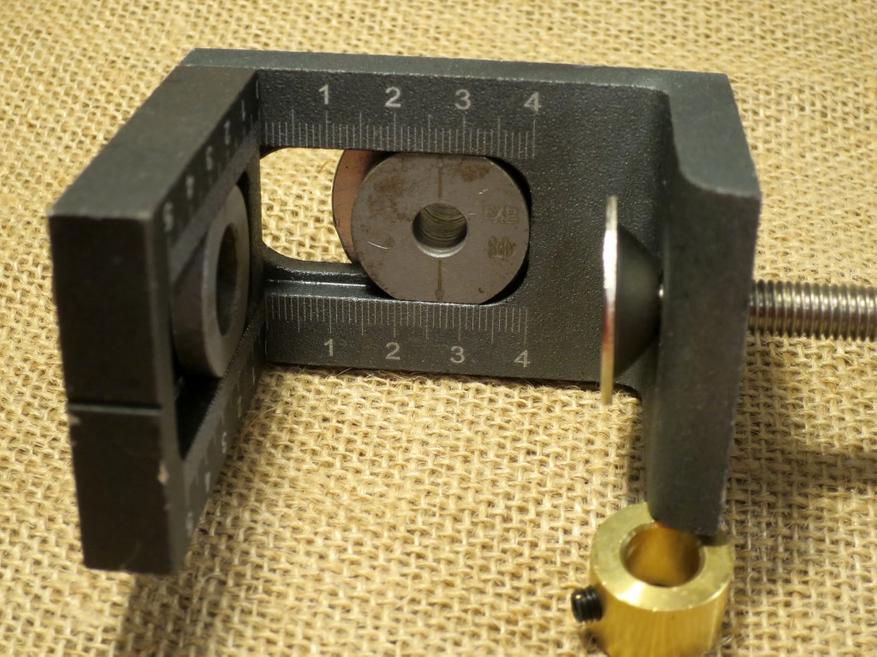
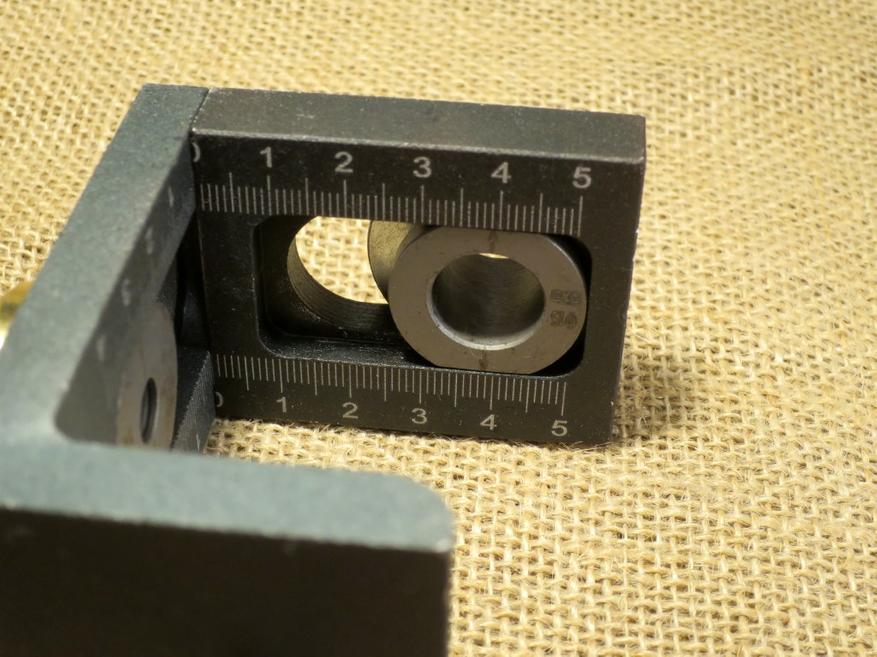
На другой плоскости кондуктора выполнена точно такая же прорезь для втулки под сверление на 15 мм.

Минимальное расстояние от торца доски до оси сверления — 21 мм. Можно и меньше сделать, просто установив струбцину не вплотную к краю доски.
Максимальное расстояние — 39 мм.
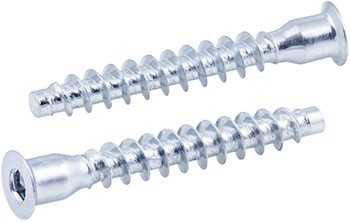
Ну что ж, приступим к испытаниям девайса. Перво-наперво, попробуем установить двойную эксцентриковую стяжку. Она позволяет соединять фанеру почти незаметно. Кроме того, с ними можно сделать и крестообразные соединения листов фанеры. Вот как выглядит стяжка:
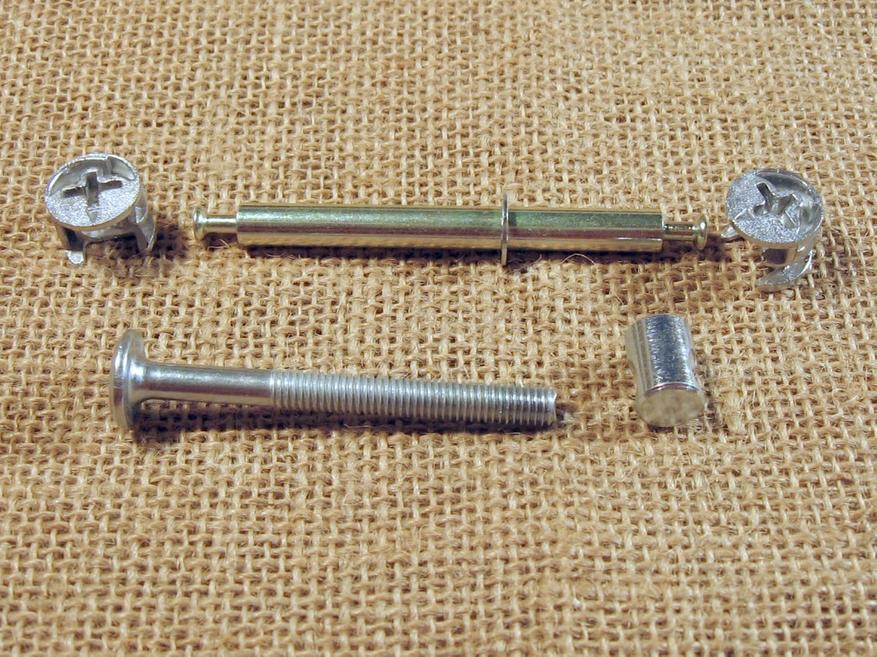
Вставляем эксцентрики в отверстия на поверхности доски, вставляем штифт в отверстие на торце, соединяем торец к торцу, поворачиваем эксцентрики так, чтобы они захватили концы штифтов, подтягиваем, готово!
Винты с бочками — для Т-образных соединений. Сверлим 10 мм на одной доске, 7 мм с ее торца и на поверхности другой, вставляем в одно отверстие бочонок, в другое винт, соединяем, закручиваем, все.

Да, но как просверлить 7 мм? Втулка идеально соответствует сверлу 8 мм, сверло на 7 в ней болтается. У меня под рукой оказался переходник для фрез с 1/4 дюйма на 8 мм. А 1/4 дюйма — это 6,35 мм. Уже что-то. Вот этот переходник.

Стоит 100 с чем-то рублей.
Он из каленой стали, встает плотно во втулку 8 мм и в него практически без зазора входит сверло 6,45 мм. Это сверло для сверления отверстий для резьбы М8.
Ну а потом рассверлить 6,45 до 7 — дело техники. Если совсем уж не наваливаться на дрель, отверстие рассверлится точно по оси прежнего.
Вот такой комбинацией я и стал пользоваться. Конечно, проще было бы сверлить на 8. Но мне не хотелось добавлять лишние люфты. В угоду простоты частичной разборки шкафа мне пришлось отказаться от шкантов, и эти штифты, которые, вообще говоря, должны работать только на растяжение, у меня будут нагружены еще и на срез.
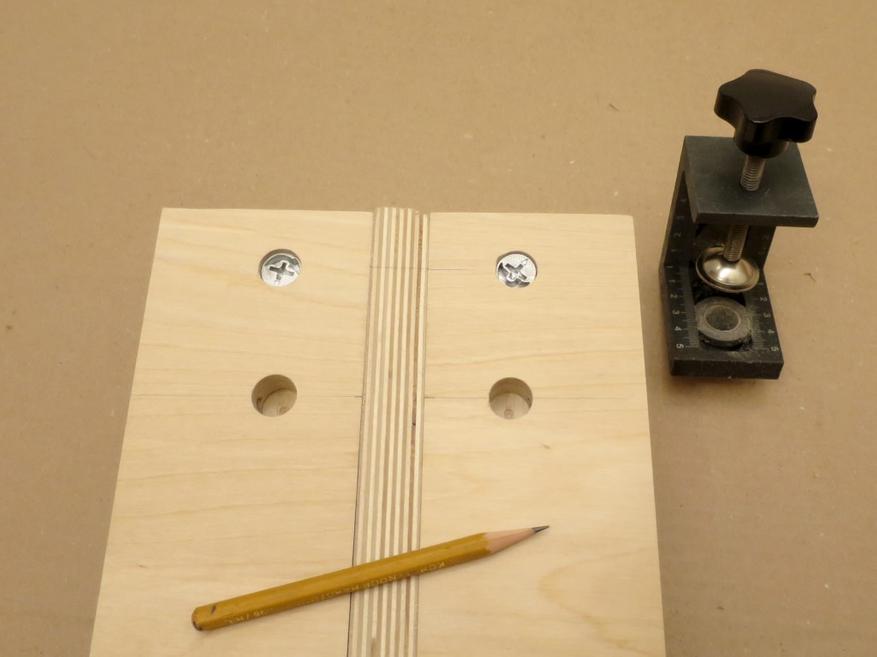
Чтоб набить руку, я начал с обрезков фанеры. Попробовал соединить три кусочка буквой Т.
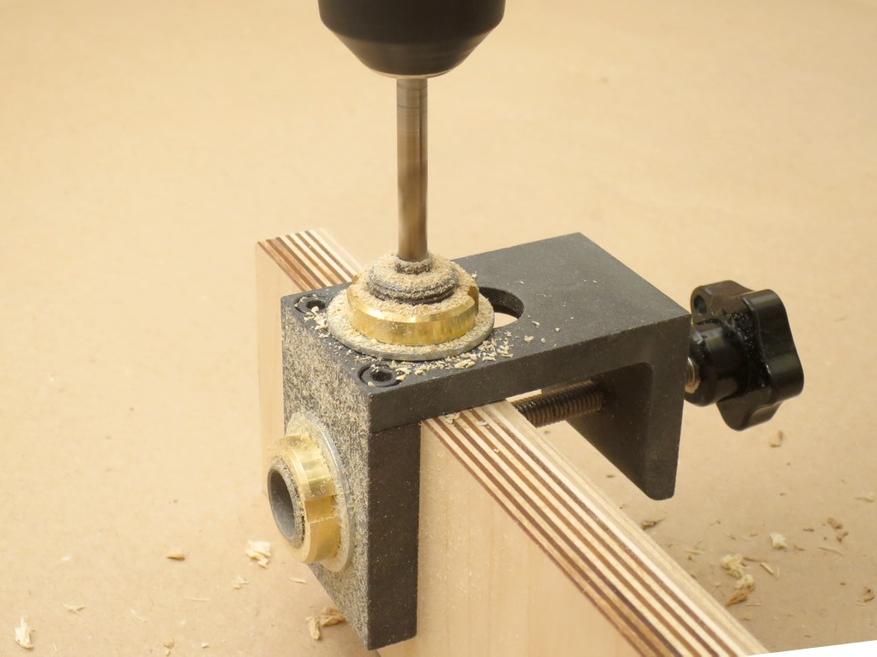
Сперва сверлим сверлом форстнера с поверхности, чтобы потом легче отводилась стружка из более глубокого торцевого отверстия.

Потом сверлим с торца.
Повторяем все то же самое со второй дощечкой.
Вот что получилось:

Наконец, сверлим насквозь центральную дощечку. Собираем:
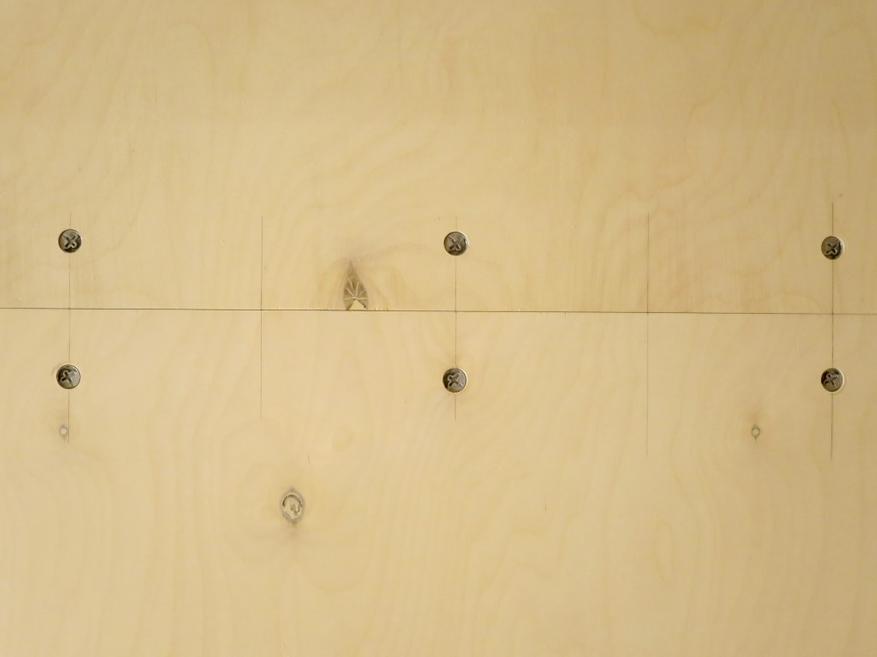
Как видите, получилось у меня только со второго раза. С первого я ошибся с размером и просверлил отверстия под эксцентрики слишком близко. Они при самой тугой затяжке не обеспечивали достаточного сжатия досок.
Края всех отверстий аккуратные. Теперь этим сверлом форстнера я проделал уже более 60 отверстий.

Сверло поизносилось, конечно, но и теперь деревянные волокна не рвет.
Вот одно из последних отверстий:
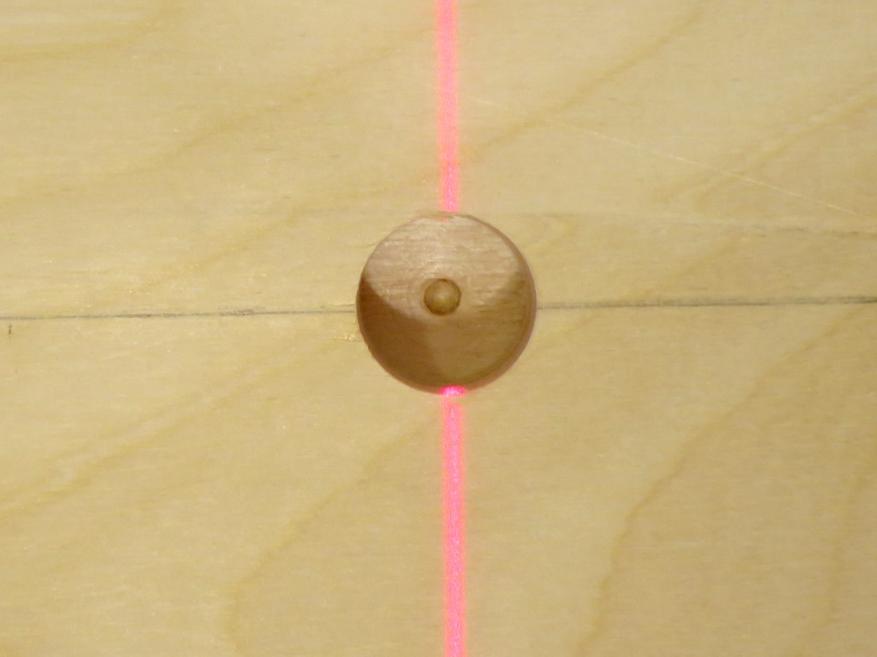
Я сверлил и уже покрашенную фанеру, края ровные.
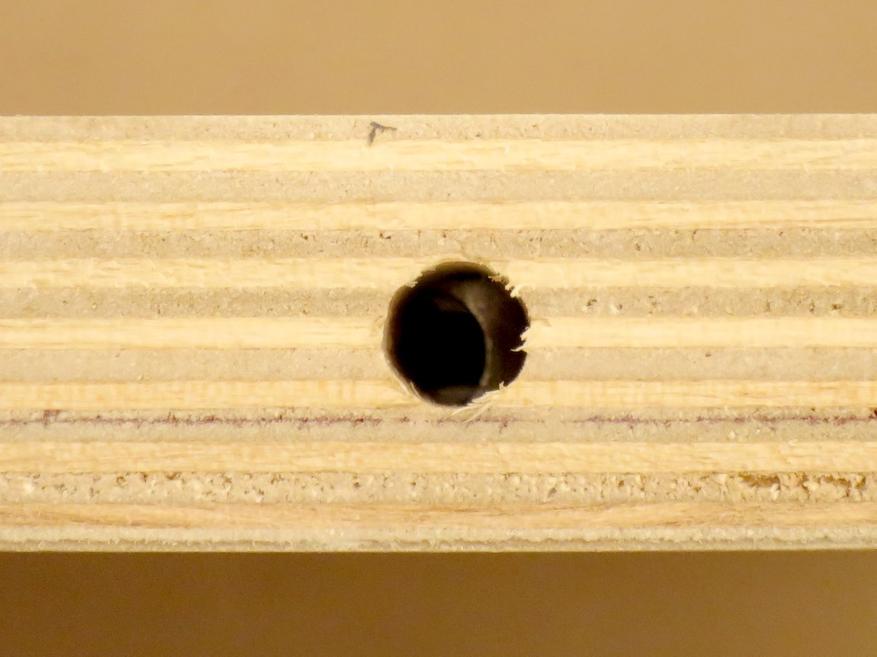
Отверстия с торца тоже получаются отличные. Вот виден в глубине установленный эксцентрик.
Самое главное — отверстия получаются неизменно соосные. Я вставил сверло и приложил ГОСТовский уголок:

В другой плоскости:

И вот что получилось в результате:
Думаю, это самый критически важный кондуктор для изготовления корпусной мебели. Он поможет не только сделать отверстия под эксцентриковый крепеж, но и под бочки, конфирматы, шканты, т.е. всю ту работу, для которой, вообще говоря, предназначен самоцентрирующийся кондуктор. Но у этого больше функционал за счет сверления второго отверстия. Так что если вы не профессионал, и работаете не на поточном производстве, но этот кондуктор для вас. Все остальное, что мне понадобится – вырезание отверстий под петли и ручки, в принципе можно сделать вообще без кондуктора.
Сейчас стоит что-то около 2700, там скидка.
Как _аккуратно_ просверлить ДСП насквозь?
Привет всем. Я сейчас собираю мебель по собственному проекту из заказанных ДСПшных панелей. Дырок под крепеж в ДСП нет, их надо делать самостоятельно. На этом этапе я столкнулся с проблемой: как просверлить ДСП насквозь так, чтобы это выглядело аккуратно с обоих сторон? Пока что у меня получается, что аккуратно выглядит только с одной стороны (с которой я начинаю сверлить). А с другой стороны сверло при выходе вырывает куски ламинированного покрытия примерно на 3-4 мм со всех сторон от отверстия. Пока я сверлю нижние панели – это не страшно: все равно этой стороной панель будет лежать на полу, так что ничего видно не будет. Но скоро я дойду и до верхних панелей, где все будет на виду. Что делать?
может, разметив, сверлить с двух сторон на половину толщины?
Или сверлить на куске ненужного ДСП, присоединив его струбцинами. что бы получилась как бы единая толстая плита
Я сверлил тонким сверлом , а затем более толстым с двух сторон навстречу. Другого просто не придумал. Да и по времени дольше :-(((
Зажать между двух кусков фанеры и смело сверлить насквозь
2Dimitrij А зачем два куска, чтобы разметки не видеть ? 
Чтобы ламинат не задрать с лицевой стороны
2Dimitrij Нормально заточенное, особенно по дереву, сверло и так не задирает.
Кусочек ДСП/толстой фанеры/другого мусора с обратной стороны выручает. Только прижимать нужно плотно.
Способ проверенный.
2 Викторыч
Если сверлить на станке и при завершении уменьшить давление, то не задирает (при определенной практике). А если на руках, дрелью, то , наверняка будут сколы. Поэтому плотно прижатая подкладка с обратной стороны спасет.
2Григорий
А вот вопрос: а зачем? Минимум с одной стороны будет система крепежа или торец перпендикулярного элемента мебели (а иначе зачем отверстие?), и всё закроет. смысл париться со сколами? Острое, заточенное под сверление дерева сверло и малая подача на выходе сведут сколы к минимуму. Этого вполне хватит. Подкладки спасут, но теряется скорость изготовления.
Если и держать кусок ДСП, то прижимая его рукой. Усилия вполне хватит, но сверлить придётся не дрелью, а шуруповёртом. Дрель одной рукой держать ровно, тяжело.
iosif написал :
2 Викторыч
Если сверлить на станке и при завершении уменьшить давление, то не задирает (при определенной практике). А если на руках, дрелью, то , наверняка будут сколы. Поэтому плотно прижатая подкладка с обратной стороны спасет.
Да кто бы спорил. Я то спрашивал зачем ДВЕ подкладки и говорил, что не скалывает на входе.
Bhead написал :
Дрель одной рукой держать ровно, тяжело.
Смотря какая дрель.
Wazawai написал :
Смотря какая дрель.
 Смотря какая рука.
Смотря какая рука.
Bhead написал :
А вот вопрос: а зачем? Минимум с одной стороны будет система крепежа или торец перпендикулярного элемента мебели (а иначе зачем отверстие?), и всё закроет. смысл париться со сколами? Острое, заточенное под сверление дерева сверло и малая подача на выходе сведут сколы к минимуму. Этого вполне хватит. Подкладки спасут, но теряется скорость изготовления.
Если и держать кусок ДСП, то прижимая его рукой. Усилия вполне хватит, но сверлить придётся не дрелью, а шуруповёртом. Дрель одной рукой держать ровно, тяжело.
В общем-то все правильно. Только проблема в том, что разметка соединения делается как раз со стороны соединения. И если сразу пробивать отверстие под головку конфирмата сверлом 7 мм со стороны разметки, то на выходе сверла отдерется еще порядка 2-3 мм ламината с каждой стороны.
В итоге я приспособился следующим образом. Сначала я прохожу отверстие сверлом 3 мм со стороны разметки. При этом ламинат на выходе все-таки скалывается, но немного – по миллиметру в каждую сторону. А потом я прохожу это отверстие в обратную сторону сверлом 7 мм. На выходе, конечно, образуются сколы, но, во-первых, не такие большие, как при сверлении в один прием, и, во-вторых, эти сколы находятся внутри соединения, т.е. на готовом изделии не видны.
Сверление отверстий под конфирмат

Современная мебель из ДСП и МДФ часто собирается при помощи винтов-конфирматов, которые среди мебельщиков именуются также евровинтами или еврошурупами. Перед их ввинчиванием в плитах просверливаются технологические отверстия со строго заданными параметрами. О процессе подготовки этих отверстий и пойдет речь в этой статье.
Отверстие под конфирмат сверлится в толще первой детали и в торце второй детали, которые стыкуются под прямым углом. По длине оно должно иметь ступенчатый перепад диаметров. Это связано с конструктивными особенностями евровинта. Его стержень состоит из цилиндрической гладкой шейки и основной резьбовой части. Под резьбу сверлится отверстие меньшего диаметра, под шейку – большего. Также крепеж имеет потайную головку в форме усеченного конуса, под которую подготавливается посадочное место. На практике применяются две технологии сверления отверстий.
Использование трех разных по диаметру сверл
Винт-конфирмат из оцинкованной стали
Данный способ подойдет для малых объемов работ, так как требует больше времени. Подготовка отверстия выполняется в три подхода:
Первый шаг – сверление через две детали на всю длину евровинта. Диаметр сверла должен быть равен диаметру тела винта без учета резьбы. Это делается для того, чтобы витки резьбы смогли нарезать ответную резьбу в материале.
Второй шаг – расширение уже полученного отверстия под гладкую часть метиза, которая должна иметь плотную посадку, но не слишком, чтобы не расколоть материал. Рассверливание выполняется сверлом, равным толщине шейки и на глубину, равную ее длине.
Третий шаг – зенкование отверстия для заглубления головки в материал. Это можно сделать сверлом большего диаметра, но для получения качественного результата без сколов лучше выполнить эту операцию зенкером.
Конфирматное сверло – три в одном

Работать со специальным конфирматным сверлом (фрезой) намного проще, поскольку оно имеет особую ступенчатую геометрию, и вся операция выполняется за один проход. Дополнительное преимущество его использования состоит в том, что оно одновременно снимает фаску под потайную головку метиза. По сути, оно заменяет собой два разных по диаметру сверла и зенкер. Кроме того фреза для конфирмата имеет заходную часть с острым наконечником, который обеспечивает точное вхождение инструмента и исключает риск его увода в сторону вначале сверления.
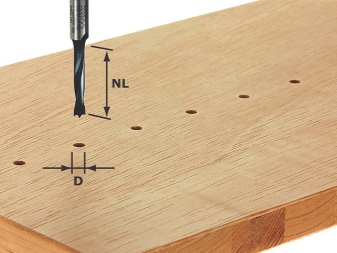
Размеры отверстий под конфирмат

На винты-конфирматы нет ГОСТов, они производятся по европейским стандартам 3E120 и 3E122 и имеют довольно широкий размерный ряд, представленный следующим типоразмерами: 5х40, 5х50, 6.2х50, 6.4х50, 7х40, 7х48, 7х50, 7х60, 7х70 мм.
Самым распространенным размером является 6.4х50 мм. Для просверливания отверстия под его резьбу используется сверло диаметром 4.5 мм, а под гладкую часть – 7.0 мм.
При работе с евровинтами других размеров придерживаются следующего правила – диаметр основного отверстия (под резьбу) должен быть равен диаметру стержня без учета высоты резьбы. То есть:
- винт 5 мм – сверло 3.5 мм
- винт 7 мм – сверло 5.0 мм
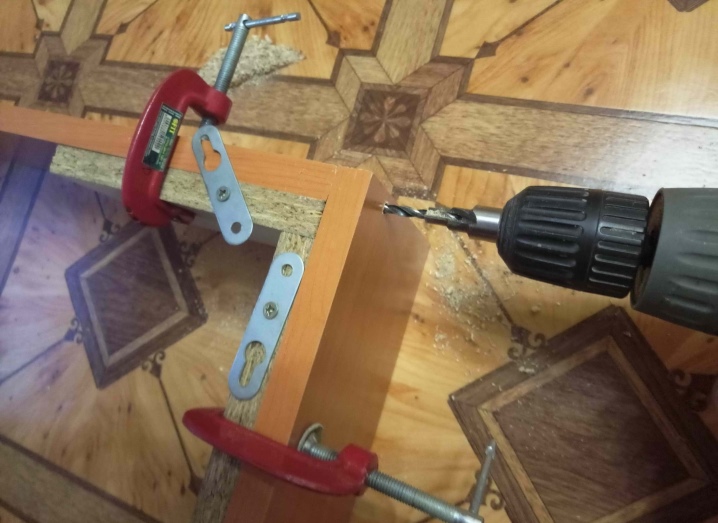
Для того чтобы предотвратить риск смещения деталей во время сверления, необходимо жестко зафиксировать их положение друг относительно друга. Легче всего это сделать при помощи угловой струбцины или других зажимов.
может проще купить конфирматы потолще? )
Здравствуйте! Купили мебель производства ИООО”БРВ-БРЕСТ” При сборке выяснилось что отверстия под конфирматы 7мм.просвелены не ф5мм. а ф5.9 и они не стягивают детали(боковины шуфляд) а проварачиваются. Всего таких деталей 20 шт. На претензию фабрика ответила, что :”размеры отверстий на деталях мебели, а также используемые для монтажа конфирматы, из набора мебели” KENTAKI”, отображенные на фотоматериале, соответствуют нормативным, которые были заложены в конструкторскую документацию на стадии проектирования”. Если нет ГОСТа на соединение под конфирматы, значит я ничего не докажу и судиться бессмысленно так? Спасибо, если ответите.
Сверлим отверстия под конфирмат

- Основные размеры
- Чем сверлить?
- Разметка
- Технология сверления
- Рекомендации
Основным крепежным изделием при сборке предметов мебели является конфирмат (евровинт, еврошуруп, евростяжка или просто еврик). От прочих вариантов стяжки отличается несложностью монтажа и минимальным набором инструментов, которые потребуются в работе. Вкручивается он с заблаговременным засверливанием отверстия.


Основные размеры
На евровинты ГОСТа не существует – их изготавливают, следуя таким европейским стандартам, как 3E122 и 3E120. Они имеют весьма обширный перечень размеров: 5х40, 5х50, 6,2×50, 6,4×50, 7×40, 7×48, 7х50, 7×60, 7×70 мм.
Часто встречающийся из всех названных – 6,4×50 мм. Отверстие под его часть с резьбой создается сверлом 4,5 мм, а под ровную – 7 мм.

При работе с остальными конфирматами соблюдают следующий принцип: соразмерность диаметра отверстия под участок с выступами и диаметра стержня, при этом высота резьбы не учитывается. Другими словами:
- евровинт 5 мм – сверло 3,5 мм;
- евровинт 7 мм – сверло 5,0 мм.
Ассортиментный выбор еврошурупов не ограничивается представленным списком. Бывают даже такие необычные размеры, как 4×13, 6,3×13 мм.


Применение конфирматов без учета их характеристик непременно приведет к неприятностям. Без особых усилий можно испортить крупную деталь, неверно подобрав крепежный элемент. Выбор диаметра резьбы имеет особо важное значение. Толстые компоненты крепежа рвут мягкие материалы, такое нередко случается при работе с ДСП. Длина обязана гарантировать прочность крепления торца.


Чем сверлить?
Зачастую домашним умельцам приходилось сталкиваться с ситуацией, когда использовать приходится то, что имеется в наличии.
Применение 3 сверл, отличающихся по диаметру
Этот метод сгодится для небольших по объему работ, поскольку предполагает большие временные затраты. Отверстие подготавливается в 3 этапа.
- Сверловка на всю длину конфирмата сквозь 2 детали. Диаметр режущего инструмента должен соответствовать аналогичному параметру тела евровинта, но без учета резьбы (об этом мы уже говорили). Это делается с целью, чтобы винтовая поверхность резьбы создавала в материале ответную резьбу.
- Рассверливание уже имеющегося отверстия под ровную часть крепежной детали, что должна сидеть плотно, но не чересчур, чтобы не разорвать материал. Расширение осуществляется сверлом, одинаковым по толщине с шейкой, при этом глубина должна соответствовать ее длине.
- Обработка отверстия для утапливания шляпки в материал. Это осуществляется посредством режущего инструмента большего диаметра. Специалисты советуют делать это зенкером, чтобы не было сколов.

Специализированное сверло под евростяжку – 3 в 1
Работать со специализированным сверлом под евростяжку значительно легче, так как оно обладает особой ступенчатой конструкцией, и вся процедура проделывается за один проход.
Еще одним плюс его применения – оно параллельно делает фаску под потайную шляпку крепежного элемента. Фактически оно объединяет в себе 2 различных по диаметру сверла и зенкер.
К тому же конфирматное сверло имеет заход с заостренным концом, обеспечивающим точное вхождение режущего инструментария, и не допускает его ухода от центра в начале высверливания.


Разметка
Прочность и качество сборки, выполняемой посредством конфирматов, в значительной мере находятся в зависимости от правильно выполненной разметки будущих отверстий под винты. Как правило, наносят 2 вида разметки на детали, что будут ложиться на торцевую поверхность другой детали мебельной конструкции:
- глубина сверления (5–10 см);
- центр будущего отверстия, когда толщина стыкуемого элемента равняется 16 мм, должен располагаться на расстоянии 8 мм от кромки древесно-стружечной плиты.

На стыкуемой детали точки сверления необходимо разметить на его торцевой части, располагая их точно в центре мебельной плиты.
Чтобы осуществить разметку участков сверления по максимуму точно, можно прибегнуть к довольно простому способу: в накладываемом элементе после проведенной разметки проделывают (на всю толщину детали) отверстие, сквозь которое, приставив первый элемент ко второму элементу, крутящимся сверлом обозначают местоположение 2 отверстия под евростяжку.
Технология сверления
Засверливать отверстия под рассматриваемые крепежные винты следует в точном соответствии с правилами и строго по инструкции.
- Подготовить детали из древесины, очистить их поверхность от грязи и стружки.
- Выполнить предварительную разметку участка сверления.
- Одно из наиболее принципиальных условий – отверстия требуется сверлить строго под углом девяносто градусов. Особенно это важно для отверстий, что создаются в поперечных гранях ДСП. Сейчас часто применяются панели из ламинированного ДСП 16 мм толщиной. В этом случае при каком-либо отклонении от вертикали есть возможность попросту поцарапать или вовсе сломать заготовку. Чтобы не допустить подобного, на практике используют шаблон, посредством которого режущий инструмент будет стабильно входить в изделие под названным углом.
- Проверить, подходит ли подобранное сверло под применяемый типоразмер евростяжки.
- Выполнить высверливание под евровинт.

В пласт детали
Выполните разметку (0,8 см от кромки и 5–11 см вдоль изделия), после этого в отмеченной точке посредством шила проделайте выемку, это нужно, чтобы режущий инструментарий не «гулял» в первые секунды высверливания.
Перед засверливанием надо сделать подкладку под деталь из обрезка ненужного ЛДСП. Это даст возможность не допустить возникновения сколов на выходе проделываемого отверстия.


В процессе высверливания смотрите за тем, чтобы сверло находилось точно вертикально к плоскости изделия.
Когда изделие будет просверлено насквозь, замените подложенный кусок древесно-стружечной плиты и подставьте вместо него что-нибудь повыше, чтобы заготовка оказалась на весу, и продолжайте работу.

В торце
Как и во всех вышеописанных случаях, главный принцип здесь – сверло необходимо располагать строго под прямым углом относительно заготовки. Значительно сложнее все, если требуется просверлить торец заготовки. Выполнять работу необходимо очень осторожно, иначе сверло может «ускользнуть» в сторону и тем самым подпортить изделие.
При работе с торцом элемента из ДСП нужно извлекать режущий инструмент, чтобы оно не засорялось стружкой.

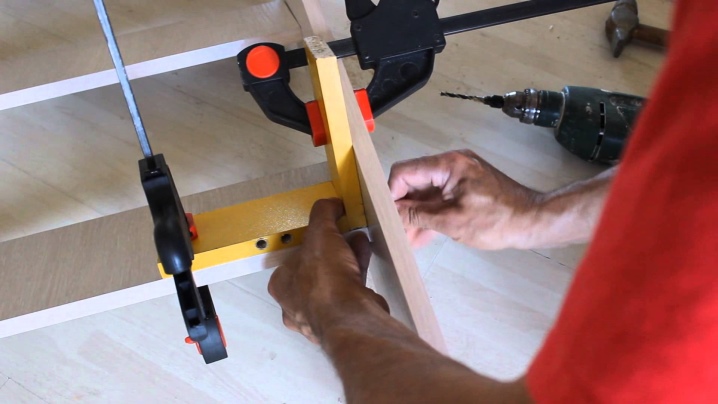
В двух одновременно
Этот способ является особенно точным, при этом он и наиболее быстрый. Однако чтобы просверлить отверстие в нескольких элементах одновременно, перед работой их требуется надежно закрепить, для чего можно использовать специализированные струбцины, зажимы и иные устройства.
Рекомендации
Есть ряд важных правил и рекомендаций, которые необходимо принять во внимание.
- Для предупреждения ухода сверла вбок с самых первых минут процесса сверления требуется сделать выемку в середине планируемого отверстия. Выполняется это посредством шила, правда, сгодятся и иные острозаточенные предметы: самонарезающий шуруп, гвоздь и тому подобное.
- Уменьшить обороты. Сверление древесины должно осуществляться на малых оборотах электродрели.
- Уменьшить или свести на минимум образование сколов на нижней поверхности изделия при сверлении насквозь можно, выполняя работу одним из следующих методов:
- создаем отверстие сквозного типа и маленького диаметра, затем по нему просверливаем до центра с обеих сторон режущим инструментом необходимого диаметра;
- к стороне, где должно выйти сверло, струбцинами вплотную прижимаем ровную подложку из древесины либо древесно-волокнистой плиты, просверливаем отверстие, убираем подложку.
4. Вертикальность сверла обеспечивается использованием направляющей для электродрели, для заготовок, имеющих цилиндрическую форму, можно применить специальный кондуктор, что осуществляет и центровку сверла, и вертикальность сверления.


Если просверленное отверстие вышло чересчур большим по диаметру, у вас имеется возможность восстановить его следующим способом: рассверлите отверстие до большего диаметра, затем вставьте в него деревянный чопик (деревянный дюбель) подходящего диаметра и посадите его на клеевой состав. Дайте клеевому составу застыть и выровняйте верхний край чопика вровень с плоскостью посредством долота, после чего высверливайте отверстие заново в этом же месте.
Как сделать отверстие под конфирмат, смотрите далее.
Тема: Сверловка торцов под конфирматы (фрезером?)
Опции темы
- Версия для печати
- Подписаться на эту тему…

Сверловка торцов под конфирматы (фрезером?)
До сего, сверлился в поделках на глаз, под шурупы в ДСП, потом шлифмашиной доводил грани.
Сейчас мылюсь собрать комодик из мебельного щита, соответственно уже будут конфирматы (сами по себе толще шурупа), и толщина доски =16мм. Нужна точность, легко закосить.
Понимаю, что есть кондукторы типа:
http://www.master-drel.ru/katalog/pr. or-kwb-7580-00
Жаба сразу завыла, и неясно конечное качество (всё равно сверло может увести?). Слышал звон, что можно ровно сверлиться фрезером – а как? И как совместить отверстия в пласти?
Чувствую, что только угловые струбцины помогут, это так?

Re: Сверловка торцов под конфирматы (фрезером?)
Re: Сверловка торцов под конфирматы (фрезером?)
Кондуктор делается элементарно. берем либо квадратную стальную трубу 20*20 либо 20*40. Главное – толщина стенок побольше.
Дальше размечаем на этом кондукторе отверстия, на расстоянии 8мм от края(половина толщины листа ДСП). Сверлим на станке, для получения макс перпендикулярности, в плоскости 20мм.
Теперь все просто, на стол кладем ДСП, перед ДСП кладем кондуктор. Кондуктор можно прижать к столу струбцинами.
Выравнивая край ДСП по краю кондуктора, закрепляем ДСП. И сверлим через кондуктор дрелью. Сверло в дрель в глубину ставим так, чтобы сверлить до упора по кондуктору.
Я делал второй кондуктор из дюралевого уголка, для сверления в плоскости ДСП.Сверлил его через первый кондуктор.
Уголок прижимался к листу, перпендикулярность обеспечивал угольником. После сверлил на треть глубины ручной дрелью.
Потом уже без кондуктора сверлил по полученным отверстиям рабочим диаметром.
Все собиралось на ура без багов(кухонный хитрый шкафчик порядка 60 шурупов). При этом для торцов вообще не делал разметку, а для плоскости надо было только смещение точно выставить один раз на ряд отверстий.
Разметка смещения делалась так, по рулетке примерно наклеил малярный скотч, потом уже на скотче точно карандашом все линии разметки.
Потом только точно по линии угольник ставить и прижимать, все действия группируются, скорость максимальна.
Re: Сверловка торцов под конфирматы (фрезером?)
Сверлил отверстия в торцах без кондуктора, направление сверла удерживал глазомером. Вначале намечал отверстия тонким сверлом, иначе сверло пятёрку (кажется) может увести с линии симметрии.
Если бы у меня были подчинённые слесаря, я бы конечно велел им сделать кондукторов, да побольше. Но приходится работать с тем, что есть чего нет. В общем, не так страшно.
Re: Сверловка торцов под конфирматы (фрезером?)
Для этого вытачивают сверло с длинным остриём по типу перьевых, для дсп его желательно делaть длинной не менее диаметра сверла (но менее 4-5мм)
типа http://www.diynetwork.com/home-impro. res/index.html
Re: Сверловка торцов под конфирматы (фрезером?)
Для этого можно много чего сделать, включая выточку свёрел, изготовления кондукторов, приглашения специалиста, а также приглашения специалиста с выточенными свёрлами и кондуктором, а также включая приглашение немецкого специалиста с немецкими свёрлами и немецкими кондукторами.
Но если сверлить надо прямо здесь прямо в этой комнате прямо сейчас прямо обычными тупыми свёрлами по металлу, то это тоже возможно. Я сверлил. Главное, помнить про технику безопасности.
Re: Сверловка торцов под конфирматы (фрезером?)
А я что, где-то сказал что нельзя , можно конечно, вопрос целесообразности
Re: Сверловка торцов под конфирматы (фрезером?)
Никакой кондуктор не спасет от кривых рук. Присадка “в торец” репетируется на кусочке материала если есть необходимость. 5 отверстий вполне достаточно чтобы понять ваше это занятие или нет. Кондукторы, зенкеры, наборные сверла для конфирматов это полная чушь для профи. Для конфирматов есть 3 диаметра сверел: 4,5-5мм (в торец), 6,8-7мм (в плоскость), 10мм (раззенковать отверстие для установки головки винта “впотай” если есть необходимость).
Это что касается ДСП. Если у Вас мебельный щит, то там актуальна заглушка чтобы прикрыть головку винта. Вот и все.
ЗЫ кондукторами пользуются мелкие шаражки без станочного парка для ускорения работ. Весь кайф кондуктора не в том что он не дает сверлу вильнуть, а в том что с его помощью не нужно делать разметку.
Re: Сверловка торцов под конфирматы (фрезером?)
Если мы имеем 60 шурупов, то это 120 отверстий. Кайф колхозкондуктора в том, что изготовить этот кондуктор и насверлить с его помощью отверстий будет быстрей, чем делать разметку и сверлить по ней. И шансов на ошибку разметки гораздо меньше, не все ведь могут без ошибок разметить много разных листов.
Re: Сверловка торцов под конфирматы (фрезером?)
Немного не согласен. Во первых с практикой развивается глазомер, во вторых новичку никогда не дадут собирать большую партию. В третьих присадка партии деталей в торец намного быстрее если детали (к примеру полка шкафа 4 отверстия по 2 на один торец) лежат в стопке (с кондуктором нужно перемаслать всю стопку подетально). Но это все мелочи. Я кондукторы только новичкам раздавал не столько для точности, сколько для того чтобы запоминали стандарт расстановки присадки. После усвоения кондукторы возвращались в ящик до появления новых студентов.
———- Сообщение добавлено 16.30 ———- Предыдущее сообщение было 16.23 ———-
А в целом кондукторы очень полезны при работе с металлом (профили для шкафов купе к примеру), но там чтобы не разбивались отверстия стоит продумать вариант сменных футорок.
———- Сообщение добавлено 16.38 ———- Предыдущее сообщение было 16.30 ———-
Jazzer, в Вашем случае стоит сначала “разложить” изделие на детали и раз и навсегда для себя принять 2-3 размера для расстановки крепежа. Самые ходовые это 50, 70, 100 мм от края для конфирматов, стяжек типа Blum и 60,80 для шкантов. Лучше потратить лишнее время на разметку, чем материться при сборке. Пример: ширина детали 300мм, в этом случае лучше рулеткой отметить (считаем от “лица” детали) расстояние 50 и 250 мм, чем отметить дважды по 50 от краев. Дело в том что каким бы ни был спец на пиле, но железо есть железо и на выходе бывает и 258мм и 303. В итоге деталь просверленная в торец не “бьет” с деталью просверленной в плоскости на 2-3мм. А если люфтят в размерах обе детали, то сборщики вернувшись с объектов будут очень и очень злыми)))
———- Сообщение добавлено 16.42 ———- Предыдущее сообщение было 16.38 ———-
Вообще не пользуюсь такими. Дело в том что конфирмат может немного “гулять” в отверстии при закручивании и любую нестыковку можно “вытянуть” при условии что разбег не превышает 2-3мм. Если нестыковка больше, то отверстие проще рассверлить, заглушить шкантом на клею и пересверлить.
———- Сообщение добавлено 16.47 ———- Предыдущее сообщение было 16.42 ———-




