Как гнуть МДФ?
Технология изготовления гнутых фасадов МДФ.
Технологию изготовления гнутых фасадов хочу показать каким образом делал я на основании изученных на форумах материалов.
Существует 2 основных способа изготовления данных фасадов:
- При помощи гнутья нескольких слоев тонкого МДФ или ДВП.
- При помощи специального МДФ (Master Form, Topan form и т.д.), который предназначен для получения гнутых форм.
Радиусные фасады МДФ. Вариант изготовления 1.
 В первом варианте для того чтобы получить изделие нужного радиуса требуется изготовление специальных шаблонных каркасов. Радиус на торцевых шаблонах повторяет тот радиус который необходим. В моем случае все выглядело так.
В первом варианте для того чтобы получить изделие нужного радиуса требуется изготовление специальных шаблонных каркасов. Радиус на торцевых шаблонах повторяет тот радиус который необходим. В моем случае все выглядело так.
Шаблонные каркасы были сделаны из остатков и отходов ЛДСП.
В качестве материала для фасада используется ДВП толщиной 3,2 мм. Для получения нужной толщины фасада, нам необходимы раскроенные заготовки, немного отличающиеся от исходных размеров (должны быть немного больше, для последующей обработки). Сколько их нужно на один фасад решаем исходя из толщины фасадов, в частности если толщина стандартна 16 мм. то необходимо 5 шт.
Там где будет находится тыльная сторона фасада желательно использовать ДВП с покрытием в тон с каркасами готовых шкафов (если не хотите заморачиваться покраской тыльной стороны).
После раскроя заготовки очищаются от пыли. Затем наносится клей на заготовку и шпателем равномерно выравнивается по всей площади. Затем сверху ложится следующая заготовка и также промазывается клеем. Не промазываются клеем лицевая и тыльная сторона фасада.
Полученный “пирог” закрепляется на шаблонном каркасе.
Поскольку все делал без помощников то сначала я закреплял одну сторону саморезами к каркасу (вот для чего нужен был припуск, который затем срезается), после сгибал весь “пирог” и также крепил другую сторону. Дополнительно с натягом все обматывается канцелярским скотчем (данная процедура помогает избавится от волн образующихся на краях.

От волн также помогает ровный брусок закрепленный сверху по краям при помощи струбцин (на фотографиях не показано – таким образом делал последние фасады). Оставляем сохнуть на пару-тройку дней.

После полного высыхания, заготовка освобождается от скотча и саморезов. Далее чтобы исключить процесс саморазгибания, с тыльной стороны (если ДВП не ламинированное, на ламинированном – с лицевой стороны фасада крепим небольшими саморезами, избегая мест где будут отверстия под ручки, петли, стекло. Естественно что для них необходимо раззенковать отверстие, чтобы утопить шляпки. В последующем эти места шпаклюются. После все края режутся лобзиком или циркулярной в необходимый размер. Кромки ровняются шлифовкой. За неимением ленточной шлифмашины, я шлифовал наждачной бумагой закрепленной на бруске. Если на кромке остались трещинки, не проклеенные пустоты, они проклеиваются затем шпаклюются. Сверлим отверстия под ручки и петли. Все, изделие готово к покраске.

Изготовление радиусных фасадов МДФ. Вариант 2.
Во втором варианте использование шаблонных каркасов не обязательно, поскольку изделие можно сделать непосредственно по месту. Здесь используется специальная МДФ, которая имеет прорези с интервалом примерно 5 мм. с одной стороны, и гладкую структуру с другой. Суть технологии в следующем: заготовки прикладываются к шаблону или фиксируются по месту фрезерованными сторонами внутрь и склеиваются. Толщина такого МДФ, как правило, составляет 8 мм. и при склейке двух листов получается 16 мм. После высыхания изделие режется в размер торцы (горизонтальные) при необходимости шпаклюются. Далее то же что и в первом методе.

Автор статьи : yarkey2007 .
Размеры радиусных фасадов МДФ.


Для обработки вогнутой поверхности потребуется фрезерный станок для гнутых фасадов с изогнутым основанием, повторяющим радиус изделия и соответствующий шаблон.
Обтягивая гнутые фасады из МДФ ПВХ пленкой на мембранно-вакуумном прессе, следует использовать специальные подложки, сохраняющие полученный радиус изгиба изделия.
Технология изготовления гнутых фасадов достаточно легко осваивается начинающим производством мебельных фасадов из МДФ. При этом возможны некоторые инвестиции в дополнительное оборудование. Однако, как показывает практика, собственное производство гнутых фасадов обходится предприятию гораздо дешевле, чем приобретение готовых изделий.
Как гнуть МДФ?
Наиболее интересным и привлекательным для потребителей в последнии годы стало использование производителями деталей изогнутых, закругленных форм, как главного декоративного элемента изделия мебели. Использование деталей закругленных форм дает возможность не только получить новые архитектурно-художественные решения мебели, но и убрать острые углы, что, согласно правилам фэн-шуй, позволяет создать гармоничную обстановку в помещении.
Скрытый текст
С изобретением способов промышленного производства шпона, то есть тонких листов древесины, полученных безопилочным делением непосредственно из бревна или предварительно выпиленного из него бруса, появилась и фанера клееная, то есть материал в виде плоских листов, склеенных из нескольких листов шпона. Причем, если при склеивании, еще до отверждения клея, листы шпона в пакете могут быть легко изогнуты на довольно большой угол, то после завершения отверждения клея взаимное смещение отдельных листов исключается и материал принимает заданную при склеивании форму, приобретая высокую прочность на изгиб. На этом принципе и основано изготовление гнутоклееных деталей, то есть изделий, сформированных из отдельных тонких листовых элементов, совместно изгибаемых при их склеивании между собой и выдерживаемых в прессе до полного отверждения клея.
Технология производства гнутоклееной мебели постоянно модернизируется и совершенствуется. Одной из самых известных является технология производства гнутых фасадов, разработанная специалистами Всероссийского проектно-конструкторского и технологического института мебели /ВПКТИМ/, специализирующегося на оказании технической помощи предприятиям в организации производства мебели. Она позволяет изготавливать щиты из клееного блока массивной древесины толщиной 4-6мм, а также из пиленого шпона.
Конструкции первого типа – на основе клееного щита из массивной древесины с выпильными пазами или из нескольких слоев клееного щита – разработчики рекомендуют использовать без облицовки, что подчеркнет красоту и своеобразие текстуры натурального дерева. Отделка – прозрачными лаками. Учитывая менталитет российского потребителя, который, в отличие от скандинавов, не привык к использованию в бытовой мебели сучковатой древесины сосны и ели, поверхность детали можно завуалировать полупрозрачным красителем, который слегка приглушит текстуру дерева, не закрывая ее полностью. Поверхность осины так обрабатывать нельзя, чтобы не скрыть ее красивые шелковистые переливы.
Второй тип – со средним слоем из низкосортной древесины и облицовкой любым натуральным или синтетическим облицовочным материалом. Особый интерес представляют облицовки из наборного мозаичного щита и из пиленого шпона осины. В основе конструкций этого типа лежит применение малоотходных технологий.
Как основной унифицированный элемент при разработке конструкций любого типа принята гнутая деталь с R изгиба от 400 до 600мм, толщиной 16-20мм. Форма и радиус изгиба детали выбраны на основе анализа современных тенденций в дизайне мебели, представленной на международных выставках в Кельне, в Милане и Москве. На базе такой детали, как в детском конструкторе, путем комбинирования различных ее вариантов можно получить самые разнообразные формы поверхности: круглые, волнистые, с изгибом в вертикальной или горизонтальной плоскостях. При разработке конструкций и технологий большое внимание обращается на обеспечение необходимой жесткости и формоустойчивости склеиваемых деталей гнутой формы, а также их экологической чистоты. При этом большое значение имеют физико-механические характеристики используемого клея. Измерения формоустойчивости деталей различных конструкций показали, что у деталей многослойных конструкций после изготовления могут происходить незначительные изменения радиуса изгиба в сторону его увеличения. Расстояния между крайними точками радиусной детали через 10 суток после изготовления может увеличиться в среднем на 3-4 %, что находится в пределах нормы для гнуто-клееных деталей. После этого срока форма стабилизируется и дальнейших изменений не происходит. У деталей со специальными закладными элементами никаких изменений радиуса изгиба не происходит. Изготавливать детали можно с применением деревянных или металлических обогреваемых пресс-форм, специальных или обычных облицовочных прессов, холодным или горячим способом. Для любого среднего или даже малого предприятия может быть найден приемлемый для него вариант технологии. Последующая за склеиванием механическая обработка и отделка деталей производится по традиционным технологиям с использованием обычного оборудования.
Как пример полного технологического цикла по производству гнутоклееной мебели можно привести линию, предлагаемую одним из ведущих поставщиков мебельного оборудования – КАМИ. Подобная линия демонстрировалась на одной из недавно прошедших в Москве мебельных выставок и привлекала к себе внимание посетителей. Кстати, в сопроводительной документации, представленной поставщиком оборудования, данный процесс назван ни больше, ни меньше – “увлекательным”.
Оснащение цеха по производству мебели с применением несущих и декоративных гнутоклееных деталей зависит не только от производительности и принятой технологии производства, но и от будущей конструкции мебели. Гнутоклеёные элементы могут быть изготовлены из лущеного шпона березы, бука, лиственницы, сосны, а также МДФ. Кромки гнуто-клеёных элементов чаще всего профилируют. Пласти гнутоклееных деталей облицовывают строганым шпоном древесины лиственных или ценных пород: бука, ясеня, дуба, красного дерева, ореха и других.
Производственный цикл состоит из нескольких операций. Вначале листы шпона подаются на гильотинные ножницы или фурнирную пилу. Здесь они разрезаются на заготовки, соответствующие размеру будущего пакета шпона, для выклеивания блока. Лицевые листы “рубашки” шпона прирезаются из лущеного или строганого шпона и сшиваются на ребросклеивающем станке. В случае если в качестве материала используется МДФ, листы подаются на форматно-раскроечный станок и разрезаются на заготовки, соответствующие размеру будущего пакета. После гильотинных ножниц или форматно-раскроечного станка подготовленный набор цельных листов поступает на клеевые вальцы, где осуществляется нанесение клея и формируется пакет. Сформированный пакет шпона с нанесенным клеем с помощью гидравлического пресса укладывается в пресс-форму. На каждом из прессов установлена собственная пресс-форма для формирования своего отдельного профиля, где осуществляется прессование горячим способом. Готовые блоки укладываются в стопы, там происходит стабилизация их формы. В случае изготовления не несущих гнутоклееных декоративных элементов (например, фасады), используется горячий мембранно-вакуумный пресс с шаблоном. Полученные гнутоклеёные блоки поступают на круглопильный или ленточнопильный станок, происходит обрезка свесов гнутоклееных блоков относительно простой формы, а на ленточнопильном станке – у блоков сложной формы.
Опиленные блоки перемещаются к фуговальному станку, где создается базовая поверхность по их кромке. После обработки блок может подаваться к вертикальному фрезерному станку с нижним расположением шпинделя и раскраиваться на отдельные заготовки при помощи набора пил, расстояние между которыми соответствует заданной ширине деталей. Раскроенные и прифугованные заготовки поступают к рейсмусовому станку для калибрования заготовок на ширину детали. Обработанные по ширине заготовки на торцовочном станке прирезаются по длине. У подготовленных таким образом деталей на фрезерном станке с использованием профильной фрезы и копировального кольца, опирающегося на боковую поверхность, производится заваливание кромок. Затем гнутоклеёные заготовки перемещаются к сверлильно-присадочному станку. Здесь происходит сверление всех необходимых отверстий для установки шкантов, стяжек и фурнитуры. Если в конструкции изделия предусмотрены соединения, требующие выборки пазов и формирования шипов, соответствующие детали передаются к сверлильно-пазовальному и шипорезному станкам.
После механической обработки на шлифовальном станке производится обработка плоских боковых поверхностей заготовок и их торцов, внутренних криволинейных поверхностей и наружных криволинейных пластей деталей, закруглений на ребрах. Финишное шлифование заготовок осуществляется при помощи ручного механизированного инструмента.
Шлифованные заготовки поступают на предварительную сборку, которая выполняется на верстаках-столах и в ваймах, где собираются каркасы изделий. Нанесение прозрачного или красящего грунта на изделия производится в распылительной кабине с помощью специальных пистолетов. Затем каркас выдерживается в зоне сушки до полного отверждения грунта, после чего снова передается в шлифовальное отделение для промежуточного шлифования с целью удаления ворса и пузырей на отделываемой поверхности. А завершается весь процесс нанесением лака в распылительной кабине.
Эти способы изготовления получили достаточно широкое распространение, особенно в массовом производстве. В индивидуальном, особенно с ростом благосостояния населения, часто применяется несколько иная технология – для изготовления гнутых элементов, как правило, используются различные виды древесноволокнистых плит, в т. ч. специальные виды МДФ типа “Топан” или “Неаформ”. Но это дорогой импортный материал, к тому же детали, изготавливаемые из него, нуждаются или в облицовывании, или в укрывистой отделке.
Даже беглый осмотр мебели в магазинах показывает, что огромные возможности, заложенные в технологии изготовления гнутоклееных элементов, используются пока далеко не полностью. Причем технологии изготовления, и области применения гнутоклееных элементов просто неограниченны! Помимо использования этих элементов в производстве гостиных и спален, перспективным считается применение гнутоклееных элементов в производстве детской и школьной мебели. Отсутствие острых углов, плавность линий, разборность позволяют проектировать мебель мобильную и легкую, обеспечивающую свободу движения ребенка, исключающую возможность травматизма. Еще одно направление, в котором в последнее время успешно используются гнутоклеёные элементы, – это мебель для спальни. Наибольшее распространение в ней сегодня получили гибкие основания кроватей, поддерживающие собственно матрац, называемые у нас по-разному – “латы”, “латофлексы”. Они стали теперь необходимым элементом кровати или дивана. Латы являются типичным гнутоклееным элементом в виде изогнутой пластины, которая воспринимает часть общей нагрузки от лежащего человека. Но в мебели для спальни очень часто используются и другие конструктивные и декоративные гнутоклеёные элементы, составляющие сам каркас кровати-ее царгу и спинки, элементы рам зеркал, тумбочек и шкафов. Пружинящий эффект, создаваемый гнутоклееным элементом, успешно используется во многих дизайнерских решениях. В зависимости от архитектурного оформления, они позволяют создавать и недорогую мебель, предназначенную для широкого потребителя, и элитарную, используемую в самых престижных интерьерах.
Скорее всего многие видели, но все же, а вдруг.
Как сделать гнутые фасады для мебели из МДФ

Плита МДФ, являясь достаточно прочным, удобным в обработке и довольно чистым в плане экологии материалом, широко используется при изготовлении мебели для кухонь и ванных комнат. Удобно ее использовать и при изготовлении мебели своими руками.
Иногда, как в данном конкретном случае, возникает необходимость изготовить гнутые фасады, какие просто так не купишь в магазине. Хочу рассказать, как я сделал из МДФ гнутые фасады для шкафчика под круглую раковину умывальника в ванной.
Как сделать гнутые фасады из МДФ
Для изготовления гнутых фасадов будем использовать два листа МДФ толщиной 9мм – один для внутренней стороны фасада, а другой – для внешней. Фасад получится гладким и с внутренней, и с внешней стороны.
Просто так согнуть плиту из МДФ под малым радиусом, да еще и так, чтоб она потом осталась в этом состоянии, не получится. Придется делать на ней надрезы поперек сгиба.
Сначала изготавливаем шаблон. В моём случае шаблоном послужили сами полки будущего шкафа под раковину. Листы МДФ нужно отрезать с запасом по длине и ширине: лишнее вы потом обрежете легко, а вот недостающее надставить вряд ли получится. Не забудьте, что внешний радиус гнутых фасадов больше внутреннего, а потому и внешняя заготовка должна быть длиннее.
Найдите центры обеих заготовок и отметьте штриховыми линиями по высоте с обеих сторон заготовок: по этим линиям мы потом перед склеиванием будем совмещать заготовки между собой.
Нанесите разметку для пропилов до перехода вашей полуокружности в прямую плоскость. Каждая линия должна отступать одна от другой на 5мм.
Настройте дисковую пилу так, чтобы не пропилить плиту слишком глубоко, а недостаточная глубина пропила затруднит сгибание и плиту можно даже сломать. Недопил должен составлять примерно 1мм.
Совет: Перед тем как начинать делать пропилы на заготовках для гнутых фасадов, потренируйтесь на ненужных обрезках МДФ необходимой длины. Нанесите на них разметку, пропилите через каждые 5 миллиметров, приложите к шаблону одну полосу разрезами наружу, а другую на нее сверху разрезами внутрь.
Теперь вы точно будете знать, сколько разрезов делать на каждой из заготовок до перехода с полуокружности в плоскость. Увидите также и то, что где-то, возможно, нет необходимости делать разрезы через каждые 5мм, и можно пилить пореже.
Делая пропилы в заготовках, не выбрасывайте опилки – они еще понадобятся.

Заполняем разрезы на обеих заготовках пастой, сделанной из смеси столярного клея и опилок. Паста должна быть такой консистенции, чтобы ей можно было легко заполнить разрезы, но, в то же время, не слишком жидкой. Втираем пасту в разрезы шпателем, действуя вдоль разреза от центра наружу, чтобы не оставалось воздушных карманов.
Разводим клей небольшим количеством воды и, смачивая им кисть, проходим ею по обеим заготовкам, разглаживая пасту и убирая остатки опилок.
Укладываем внутреннюю заготовку на шаблон.

Сверху укладываем наружную заготовку, совмещая с нанесенными заранее линиями по центру заготовок.
Прибиваем заготовку одну к другой тонкими гвоздиками – без фанатизма, чтобы гвоздики потом можно было легко выдернуть. Пусть вас не смущает, что от гвоздей останутся отверстия: гнутые фасады потом всё равно будут грунтоваться, шпаклеваться и краситься.
Стягиваем всё хозяйство струбцинами, и оставляем до полного высыхания.

Разрезаем высохшую заготовку так, как нам надо, крепим на двери усилители для установки фурнитуры, шлифуем края.
Вот и всё, гнутые фасады из МДФ готовы к отделке.

Как видите, сделать гнутые фасады задача не самая быстрая и простая, зато у вас будет уникальная мебель, которой нет больше ни у кого.
Как монтировать панели МДФ?
Монтаж МДФ панелей не представляет собой чего-то серьезного, благодаря чему и пользуется такой популярностью к всех, кто желает сэкономить на заказе услуг и в то же время получить эффектную отделку.
Для работы с этим материалом не понадобится какой-то особый инструмент, а сам процесс довольно таки интересен.
Чем резать МДФ панели?

Длина панелей составляет более двух метров, поэтому их, особенно если нет своего транспорта, либо неудобно везти, разрезают прямо в магазине, а что же делать дома, при необходимости распиловки?
Для разрезки рекомендуется использовать следующее оборудование:
- Ножовка по дереву – не рекомендуется брать с очень крупным зубом, иначе кромка получится рыхлой, кроме того, зубья могут зацепить и потянуть за собой декоративную пленку;
- Ножовка по металлу – режет точно и осторожно, но медленно, поэтому ее можно использовать для единичных случаев, когда требуется, что-то подогнать;
- Болгарка с режущим кругом – разрезает быстро и точно, но образуется очень много пыли, поэтому подходит для работы на улице, или во время капитального ремонта;
- Электролобзик – подходит для работы в помещении, поскольку имеется возможность подсоединить к нему пылесос.
В качестве единичных случаев, для подгонки можно использовать и металлическую заточку, либо монтажный нож, при условии, что толщина панели не более 3 мм.
Лезвие с силой прижимают к материалу, после чего резко делают надрез и обламывают фрагмент руками, при этом обрезая ножом пленку с противоположной стороны, аналогично можно использовать и ножницы по металлу.
Как соединить МДФ панели?

Монтаж МДФ только на первый взгляд может показаться сложным, на самом деле, вся конструкция собирается аналогично детскому конструктору и даже тот, кто ни разу в жизни не брал в руки инструмент, способен кардинально изменить обстановку.
Крепление панелей может напомнить такой же процесс с ПВХ, но имеет и свои особенности. Соединение между собой осуществляется с помощью шипа и паза, у каждой из панелей одна сторона заострена, а противоположная раздвоена, таким образом, заведя острие в паз, получают сборную конструкцию.
Для крепежа к стене, обязательно обустройство обрешетки, в отличие от ПВХ, МДФ чувствителен к выделяющейся из бетона влаге, а воздушный промежуток обеспечит циркуляцию воздуха.
Обрешетка должна быть из деревянных планок, а вот уже на них можно выполнять крепление панелей с помощью клея. Либо механическим крепежом.
Следует иметь ввиду, что приклеив панели, вы лишаетесь возможности быстрой разборки, а также при отрыве, сорвется и декоративная пленка, поэму повторно можно будет использовать лишь одну сторону такой панели.
Для механического крепежа, используются гвозди и специальный крепеж – кляймеры, при необходимости, такая облицовка разбирается достаточно быстро.
Как согнуть панель МДФ?

Далеко не всегда необходимо облицевать только прямолинейную поверхность, при наличии фантазии, в помещении можно создать декоративные элементы полуовального или круглого профиля, значительно разнообразящие его стиль, но вот как быть с панелями МДФ, имеющими только прямоугольный профиль?
Как оказывается, гибка этого отделочного материала вполне возможна, но при условии использования самых тонких панелей, с толщиной не более трех миллиметров и только под покраску.
Для гибки понадобится шаблон, его можно сделать собственными руками, в этом качестве подойдет любой материал, который сможет передать панелям радиус окружности равный тому, что имеет облицовываемая поверхность.
Так как МДФ имеет структуру по своей плотности находящуюся между фанерой и картоном, то для сгибания понадобится ее размягчить. Это можно сделать с помощью спиртового клея, растворы на водной основе типа ПВА, здесь не пригодятся, от них изделие может разбухнуть.
На каждую панель наносится слой клея с помощью зубчатого шпателя, после чего она укладывается в стопку, когда стопка будет набрана, ее обвязывают по концам, укладывают на шаблон, после чего с силой натягивают и фиксируют окончания.
- Информация о том, как крепятся стеновые панели.
- Что такое МДФ панели – полезная информация тут http://postroyka.org/chto-takoe-mdf-paneli/
- Как обшивать панелями МДФ – полную инструкцию смотрите здесь.
Высыхание длится двое суток, затем панели разъединяются, шлифуются и окрашиваются.
Также вам будет полезен ролик о том, как монтировать панели МДФ
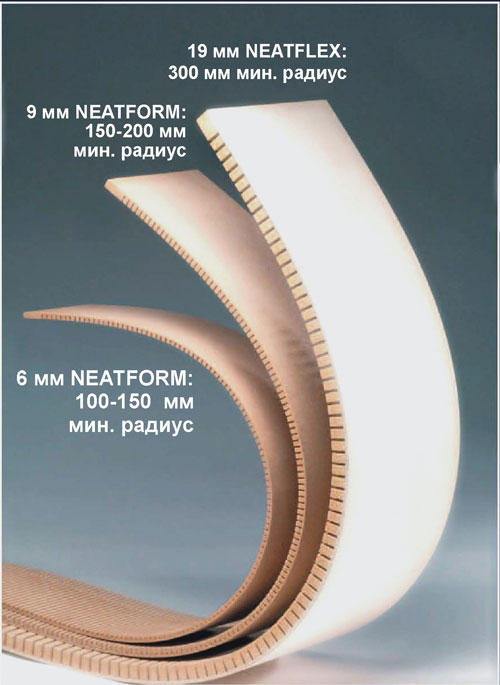
Краткое описание гибкого МДФ NeatForm
Neatform – это высококачественный гибкий листовой материал, изготовленный из МДФ (MDF – Middle Density Fiberboard – древесноволокнистая плита средней плотности).
Гибкий МДФ Neatform широко применяется производителями мебели, архитекторами и дизайнерами интерьеров при необходимости создания сложных изогнутых поверхностей.
Neatform имеет абсолютно гладкую поверхность, что делает его идеальным материалом для окрашивания, фанерования шпоном или ламинирования. Это, в сочетании с высокой однородностью и стабильностью размеров листов качественной МДФ, делает Neatform предпочтительным материалом для решения многих задач, включая создание колонн, фронтальных поверхностей стоек, изогнутых стен и потолков, ступеней, мебельных фасадов и прочее.
Существуют два метода использования гибкого МДФ:
1. В один слой, при котором листы Neatform крепятся к криволинейному каркасу.
2. В два слоя, при котором листы изгибаются и склеиваются между собой, образуя самонесущие двусторонние конструкции.

Neatform часто используется для изготовления легких конструкций в сочетании с гибкой тропической фанерой, особенно в случаях, когда важна структура поверхности изделия, ударопрочность и способность хорошо держать крепеж. Подробнее о гибкой фанере мы говорили в предыдущей статье, подробнее.
Особенности использования гибкого МДФ NeatForm
Способы соединения
При двухслойном методе использования гибкого МДФ увеличивать длину или ширину изделия можно переклеивая листы внахлест, либо применять соединительные шпонки (соединительные системы компаний Virutex, Festool, Mafell).
При однослойном методе для увеличения длины листов можно использовать H-образный стыковочный профиль.
Склеивание
В большинстве случаев рекомендуется применять клеевые системы на основе ПВА, либо полиуретановые клеи холодного отверждения, особенно при бескаркасном методе изготовления криволинейных конструкций. Применение контактных клеев в этом варианте не рекомендуется из-за высокой пластичности клеевого шва и технологической необходимости смещения листов друг относительно друга при изгибе. Подробнее о силиконовых мембранах из мягкой резины и каучука можно узнать на этой странице .
При каркасном способе использования, а также при укрытии поверхности МДФ декоративными материалами производитель рекомендует использовать контактный клей.
Однако, в любом случае, вначале предпочтительно изготовить небольшой тестовый образец для определения совместной работы клея и материала.
Иногда применяется метод комбинированного использования контакного и ПВА клеев. В этом случае перед нанесением ПВА клея часть склеиваемых поверхностей маскируется при помощи малярной ленты. После ее снятия на эти участки наносится контактный клей. Данный метод сочетает скорость соединения контактных с прочностью клеевого шва ПВА клеев.
Полиуретановые клеи холодного отверждения используются вместо ПВА при изготовлении гнуто-клееных изделий при необходимости сокращения времени склеивания и увеличения прочности клеевого шва в критичных местах.

Декорирование
Neatform покрывается с гладкой стороны любыми видами декоративных материалов: пластиком, шпоном или бумагой до или после изгиба. Владельцы загородных домов из бревна конечно предпочтут натуральный шпон, но в неотапливаемых постоянно зданиях лучше себя ведут пластиковые покрытия. Принятие решения о последовательности операций изгиба и декорирования зависит от многих факторов, таких как радиус изгиба, толщины декоративного материала и типа шпона (например простого или дублированного).
Преимущестом предварительного декорирования МДФ является возможность использования клея ПВА и применения плоских гидравлических и вакуумных прессов, в том числе недорогих вакуумных мешков. Однако следует учитывать, что в результате предварительного нанесения декоративного слоя Neatform резко теряет свою гибкость. Также обращайте внимание на необходимость наклеивания на тыльную сторону изделия материала со сходными лицевому материалу физическими свойствами. В противном случае конструкция будет менять свою геометрию в результате колебаний температуры и влажности.
Изделия из МДФ Neatform имеют идеально гладкую поверхность, благодаря чему отлично окрашиваются, в том числе и яркими глянцевыми эмалями. Этот вариант декорирования особенно часто применяется при изготовлении мебельных, в том числе кухонных фасадов.
Обработка кромок
На видимые части изогнутых кромок изделий из Neatform, как правило, наклеивается декоративный пластик, шпон или бумага. Для этого из листа материала следует вырезать подходящую по форме полосу, приклеить ее к кромке на контактный клей и снять получившиеся свесы.
В случае окрашивания криволинейных изделий, кромки также предварительно заклеиваются тонким белым пластиком или полиэфирной бумагой. В качестве альтернативы, пазы Neatform на кромках заполняются шпаклевкой и шлифуются.

Использование степлера
При необходимости используйте степлер с U-образными скобами, ориентируя их поперек направления фрезерованных пазов. Устанавливайте минимальную силу удара, для того, чтобы избежать сквозного пробоя листов. Использование скоб без дополнительного склеивания может рассматриваться только как временное, а для постоянного соединения не рекомендуется.
Соединение на шурупы и присадка петель
В связи с тем, что Neatform изготовлен из тонких листов МДФ, его возможность удерживать шурупы чрезвычайно ограничена. Преодолеть этот недостаток позволяет либо сочетание Neatform с гибкой фанерой, либо подбор соответствующего типа винтового соединения из широко представленных на рынке.
Все это относится и к установке мебельных петель. Комбинация Neatform с гибкой тропической фанерой обладает достаточной способностью удерживать шурупы петли. В противном случае, рекомендуется применять дюбельную систему установки шурупов либо саморазжимающиеся безвинтовые (screw-free “insert type”) петли, например BLUM 70T559.

Вот такое интересное решение по столешнице и гнутым фасадам для кухонной мойки. Для кухни можно купить вендинг кофемашины Necta – есть специальная линейкаторговых автоматов серии Ho.Re.Ca (отель, ресторан, кафе), которые будут уместны и на домашней кухне.
Способы применения гибкого МДФ Neatform
1. Использование несущего каркаса
1.1. В один слой на несущем каркасе.
Применяется при создании легких конструкций и решении интерьерных задач, таких как создание колонн, фронтальных поверхностей стоек, изогнутых стен и потолков, ступеней.
1.2. В несколько слоев на несущем каркасе.
Применяется в случае необходимости увеличения несущей способности изогнутых поверхностей.
1.3. Комбинированный способ.
К несущему каркасу крепится слой гибкой тропической фанеры и укрывается слоем гибкого МДФ.
Сочетает прочность и несущую способность фанеры с качеством внешней отделки Neatform.
2. Самонесущие (бескаркасные) конструкции
2.1. Комбинированный в один слой.
Лист Neatform ламинируется с двух сторон декоративным пластиком, который и сохраняет форму изделия.
Применяется для создания легких самонесущих конструкций.
2.2. Двухслойный способ.
Два листа Neatform склеиваются между собой фрезерованными сторонами. В результате получается прочная двусторонняя самонесущая конструкция – самый распространенный способ использования гибкой МДФ.
2.3. Сэндвич-метод.
Комбинация из двух слоев Neatform с промежуточным слоем гибкой тропической фанеры.
Изделие сочетает качество поверхности МДФ с высокой несущей способностьюфанеры. Хорошо удерживает крепеж и позволяет использовать простые петли.

Технологические тонкости описанных подходов.
1. При использовании несущего каркаса
 |
 |
 |
 |
Общий порядок создания прочного несущего каркаса и порядка склеивания показан выше на рисунках 1..4.
Производитель рекомендует задавать шаг между ребрами каркаса в 350. 450 мм. Вертикальные обратные ребра (рис. 2) не должны препятствовать точному (без зазоров) наложению листа МДФ на каркас. Лист гибкого МДФ и сам каркас берутся с небольшим запасом по размерам к результирующему изделию.
Лист МДФ должен прикладываться к каркасу рифленной стороной! На каркас наносится качественный клей (рис. 4) – о видах применяемого клея было рассказано выше. С помощью необходимых приспособлений (об этом расскажем ниже) лист МДФ надежно закрепляется на каркасе до высыхания клея (рис.5).
По завершению высыхания клея полученное изделие аккуратно обрезается по заданным размерам.
Более детальную информацию Вы можете получить у консультантов компании “Норд”.
Возможные варианты фиксации листа МДФ на время высыхания клея показаны на следующих двух рисунках. На правом рисунке (рис. 4) показан вариант комбинированного использования МДФ и гибкой фанеры.
2. При использовании самонесущих (бескаркасных) конструкций
Для определения необходимых размеров будущей заготовки, согните лист МДФ или другой материал и вычислите с небольшим запасом необходимые размеры исходных листов МДФ (рис. 1, см. выше).
Далее вырежьте из двух листов МДФ заготовки необходимых размеров, приложите их друг к другу рифлеными сторонами. Нанесите клей на обе склеиваемые поверхности. Для клея ПВА это удобно сделать малярным валиком. Необходимости заполнения внутренних объемов пазов нет – главное, контактные поверхности.
Приложить оба листа друг к другу и согнуть до необходимой конфигурации будущей формы (рис. 3).
Пока клей еще влажный следует убедиться в плотном контакте склеиваемых поверхностей, зазор недопустим (рис. 4 и 4а). Время высыхания клея следует уточнить по документации, предоставленной производителем клея.
После завершения высыхания клея полученная конструкция из МДФ будет сохранять заданную форму.
Сэндвич-метод (с использованием гибкой фанеры)
Для создания подобной конструкции берутся два листа гибкого МДФ (рифлеными сторонами внутрь) и между ними располагается лист гибкой фанеры. Все три элемента берутся с небольшим запасом по размерам.
Далее наносится клей на сопрягаемые поверхности всех трех листов, например, с помощью малярного валика. Для листов МДФ заполнение клеем пазов не обязательно.
Получившаяся конструкция плавно изгибается до нужной формы и закрепляется одним из рассмотренных ранее методов. Во время изгиба следует следить за тем, чтобы все склеиваемые плоскости находились в плотном контакте (см. рис. 4 справа).
По завершении высыхания клея получившаяся сэндвич-конструкция сохранит свою форму.
Напомним, что это была последняя, четвертая статья, посвященная применению гибкого МДФ и фанеры.




