Способы обработки швов после сварки
Способы обработки швов после сварки
Сварные швы отвечают за целостность металлической конструкции. В частности, соединение должно быть достаточно прочным, устойчивым к ржавлению, влажности. Обработка сварных швов призвана обеспечить выполнение этих задач.

Методы обработки
Существует три методики, с помощью которых защищаются сварные соединения:
- Термическая обработка. Благодаря этому способу можно убрать остаточные напряжения в материале, возникающие вследствие сварочных работ. Термообработка проводится по одной из двух технологий: местной, когда прогревается или охлаждается только само соединение, или общей — температурной обработке подлежит вся деталь.
- Механическая обработка. В данном случае задача состоит в удалении остатков шлака и проверке надежности соединения. Типичный пример механической обработки — простукивание шва молотком или выполнение его зачистки. Если шлак не удалить, возможно развитие коррозии.
- Химическая обработка. Нанесение защитных покрытий на соединение — один из способов борьбы с коррозийными процессами. Наиболее доступный вариант химической защиты — обработка шва грунтовочным лакокрасочным материалом.

Ниже остановимся на технологиях защиты сварных швов более подробно.
Термическая обработка
Помимо уменьшения остаточных напряжений металла, термообработка позволяет добиться следующих целей:
- сделать структуру шва и околошовных зон более приспособленной к воздействию внешних факторов;
- оптимизировать физические и эксплуатационные свойства материала, в частности, повысить стойкость к ржавлению, жаропрочность и т.д.
Термическая обработка сварных соединений предполагает нагрев на определенное время сварного соединения или всего металла до заданной температуры. Далее происходит искусственное охлаждение, которое также производится по определенному сценарию.
Оборудование для термообработки
Для термической обработки стыков может использоваться четыре вида технологического оборудования:
- Индукционные устройства. Индукционный нагрев часто применяется во время прокладки трубопроводов. Суть этого метода состоит в использовании медных индукторов, включающих в себя многожильный медный кабель с воздушным охлаждением. Во время монтажа индуктора на трубопровод нужно принимать во внимание расстояние между трубой и индуктором. Общее правило: чем больше зазор между объектами, тем хуже используется мощность оборудования.
- Гибкие нагреватели сопротивления. Данный способ считается одним из самых удобных и доступных способов обработки сварных швов.
- Муфельные печи. При работе с этим видом оборудования нужно особое внимание уделять равномерности нагрева соединения, что достигается нецентрированной установкой детали в печь.
- Нагрев с помощью газопламенного оборудования. При газопламенном нагреве применяются сварочные и особые многопламенные газовые горелки. Газовые нагреватели выделяют тепловую энергию, возникающую в результате сгорания смеси горючего газа с кислородом.

Оборудование для нагрева подбирается исходя из монтажных условий, доступности того или иного вида устройств и прочих обстоятельств. Нагревательное оборудование должно отвечать определенным требованиям: четко стыковаться со сварными швами, иметь не слишком большую массу и обеспечивать равномерный нагрев соединения как в ширину, так и в длину.
Чтобы сократить теплопотери, при термообработке сварных соединений используются всевозможные теплоизоляторы.
Теплоизоляция должна быть теплоустойчивой при небольшой теплопроводности, прочной, но в то же время гибкой, устойчивой к износу и безопасной в эксплуатации.
Способы термообработки
Известно несколько методов термической обработки сварных соединений:
- Предварительный нагрев. Используется как до проведения сварочных работ, так и в момент сваривания деталей. Данная разновидность термической обработки применяется при сварке конструкций из низкоуглеродистой стали. Металл прогревается до 150-200 градусов по Цельсию.
- Высокий отпуск. Методика состоит в нагреве материала до 650-750 градусов по Цельсию (конкретный показатель температуры зависит от сорта стали). Температура поддерживается в течение 5 часов. Технология позволяет уменьшить напряжения на 80%, а также повысить устойчивость материала к механическим воздействиям и увеличить его эластичность.
- Нормализация. Применяется по отношению к углеродистым и низколегированным маркам стали. Подобная термическая обработка соединения осуществляется при температурах от 950 градусов по Цельсию. По окончании нагрева производится выдержка и охлаждение в условиях окружающей среды. Нормализация дает возможность уменьшить зернистость металла, сократить напряжение, а также увеличивает прочность шва.
- Аустенизация. Представляет собой закалку сварного соединения путем его нагрева до температуры 1070 градусов и выше. Деталь греется в течение 60 минут, а затем производится быстрое искусственное охлаждение. Методика широко распространена для закалки аустенитных сталей. Результат аустенизации — возросшая эластичность сварного соединения.
- Стабилизация. От аустенизации стабилизирующий отжиг отличается более низкой температурой и менее продолжительным периодом выдержки металла.
- Термический отдых. Технология заключается в нагреве сварного шва до 250-300 градусов по Цельсию. Затем осуществляется выдержка металла в разогретом состоянии. В результате процедуры в сварном соединении снижается уровень диффузного водорода, и уменьшаются внутренние напряжения.
 Строение сварного шва при термической обработке
Строение сварного шва при термической обработке
Выбор способа, которым будет осуществляться термическая обработка сварных соединений, зависит от физико-химических характеристик стали (определяется ее маркой). Особое значение имеет выполнение технологических требований, в противном случае происходит ухудшение качества сварного соединения.
Ключевые параметры, которые нужно учитывать при проведении местной термообработки:
- ширина нагреваемого участка;
- равномерность нагревания по толщине стенки и ширине нагреваемого участка;
- период выдержки;
- интенсивность охлаждения.
к содержанию ↑
Механическая обработка
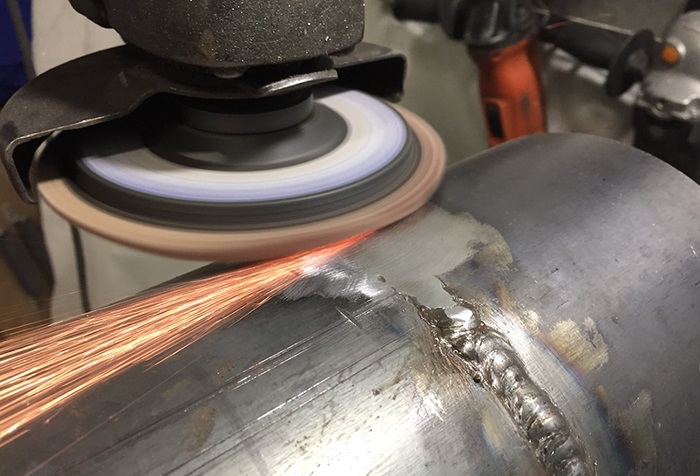
Механическое устранение недостатков сварочных работ осуществляется при помощи проволочной щетки. Можно значительно упростить задачу и сделать зачистку качественнее, если использовать портативное шлифовальное устройство или болгарку с лепестковой насадкой. Вместо насадки также можно применить абразивный круг.
Механическая очистка позволяет убрать следующие дефекты сварного соединения:
- окалины;
- заусенцы;
- окислы;
- последствия побежалостей.

Несмотря на простоту и дешевизну технологии, существует ряд нюансов, касающихся выбора насадки, знание которых позволит выполнить работу качественнее:
- Прежде всего, нужно выбрать шлифовальный круг из подходящего материала. Лучше всего для механической очистки подойдет круг из цирконата алюминия. Преимущество этого материала в том, что он, во-первых, провоцирует коррозийные процессы, а во-вторых, цирконат алюминия прочнее оксида алюминия, из которого также изготавливаются некоторые виды насадок.
- Лепестки шлифовального круга должны быть на тканевой составляющей. Ткань надежнее и устойчивее к большим нагрузкам в сравнении с бумагой, которая иногда применяется на лепестках в качестве основы. Однако стоят такие насадки намного больше аналогов на бумажной основе. Более высокая стоимость тканевых насадок вполне оправдана и окупится при такой агрессивной по отношению к материалу работе, как шлифование швов.
- Размер абразивного зерна зависит от типа выполняемой работы. Очень часто в ходе очистки соединений могут понадобиться насадки с разным размером зерна. Поэтому рекомендуется приобретать сразу несколько видов насадок.
- Если нужно качественно зачистить шов, то разные размеры зерен просто необходимы, так как шлифовка осуществляется с постепенной сменой насадок на зерна меньшего размера. К примеру, крупные окалины убираются крупнозернистыми насадками, а вот тонкая шлифовка производится мелкозернистыми насадками. Финишная проходка осуществляется наиболее мелким зерном. Насадки следует менять последовательно — допускается пропуск не более одного размера. Однако если речь идет о создании зеркального блеска сварного соединения, нельзя пропускать ни одного размера.
- Для обработки швов, расположенных в труднодоступных местах (полостях, кромках, отверстиях), используются особые устройства — борфрезы, устанавливаемые в шлифовальную машину. Существуют борфрезы самых разнообразных размеров и форм, поэтому подобрать нужную конфигурацию несложно.
к содержанию ↑
Химическая обработка
Лучшие результаты при обработке сварных соединений достигаются при сочетании механических и химических средств. Применяется два метода работы со швами: травление и пассивация.
Травление выполняется до механической шлифовки. Для проведения этой операции используются химические составы, обеспечивающие однородное покрытие, препятствующее коррозийным процессам. Кроме того, травление позволяет ликвидировать места, тронутые побежалостью. Дело в том, что в таких местах наблюдается скопление окислов никеля и хрома, в результате чего сталь подвергается ржавлению.
На незначительных по площади участках сварных соединений рекомендуется производить травление непосредственным нанесением состава на обрабатываемую поверхность. Если деталь достаточно большая или имеет сложную конфигурацию, ее следует помещать в емкость с раствором для травления. Время нахождения металла в травильном расходе рассчитывается в каждой ситуации индивидуально.
Когда травление закончено, наступает черед пассивации. Процесс представляет собой нанесение на металл особого состава, в результате чего образуется пленка. Данное защитное покрытие препятствует возникновению коррозии. С химической точки зрения, пассивацию можно объяснить следующим образом: оксиданты, взаимодействуя со сталью, удаляют с поверхности свободный металл, при этом активируя возникновение защитной пленки.
Завершается химическая обработка очисткой сварных соединений от реагентов. Смываемая вода содержит множество токсичных веществ, тяжелых металлов и кислот. Кислоты нейтрализуются при помощи щелочей, а затем оставшаяся жидкость фильтруется. Утилизировать отработку нужно только в специально отведенных для этого местах в соответствии с законодательством об охране окружающей среды.
Зачистка сварочных швов: особенности и способы

- Особенности
- Зачем нужна?
- Способы
- Термическая обработка
- Механическая обработка
- Химическая обработка
- Контроль качества
В процессе сварки различных изделий и конструкций образуются сварочные швы. Они могут полностью испортить внешний вид предмета, поэтому от них лучше избавиться. Сделать зачистку можно различными способами. Сегодня мы поговорим о том, как просто убрать такие швы и чем это можно сделать.

Особенности
Зачистка сварочных швов после сварки является необходимой процедурой. В процессе таких работ происходит сильное нагревание металлических элементов до температуры плавления, что приводит к напряжению внутри и изменению формы. Помимо этого, на швах будут образовываться мелкие частицы и шлак. В настоящее время существует большое количество всевозможных методов и способов, позволяющих удалять сварочные швы с металлических изделий. Сделать это можно и при помощи специальных инструментов (наждачник, фреза), и вручную при помощи проволочных щеток.


Зачем нужна?
Сильное внутреннее напряжение в металлической конструкции, которое образуется в процессе сварочных работ, может привести не только к деформации детали, но и к ее дальнейшему быстрому разрушению. Кроме того, в местах, где был неравномерный нагрев, может измениться структура кристаллической решетки. Это приводит к ухудшению различных химических и физико-механических свойств материала. Специальная термическая обработка дает возможность восстановить внутреннее строение металлических деталей, а также улучшить их свойства. Процедура позволяет сделать металл достаточно прочным и устойчивым к образованию коррозии.
Способы
Избавиться от сварочных швов на металле можно различными способами:
- термическая обработка;
- механическая обработка;
- химическая обработка.



Термическая обработка
Она используется в том случае, если необходимо зачищать остаточные напряжения во внутренней части. Данный тип обработки обязателен после сварки тонкостенных металлических конструкций. Чтобы произвести такую процедуру, следует слегка нагреть деталь, а затем охладить ее по заданному температурному графику.
Данный способ осуществляется в три этапа. На первом этапе нужно нагреть область вокруг сварочного шва, затем надо оставить элемент нагретым в течение небольшого времени, в конце все остужается. Такой способ позволяет восстановить свойства материала (пластичность и прочность), снять внутреннее напряжение и обеспечить долговечность сварки. Но при этом она имеет и ряд недостатков: необратимость (если вы не смогли провести обработку в соответствии с графиком температуры, то исправить брак будет почти невозможно), для такой процедуры требуется дорогостоящее профессиональное оборудование.
Термическая обработка позволяет бесшумно снять весь шлак со швов.
Для контроля за температурным режимом можно использовать различные агрегаты: пирометр и тепловизор (электронные аппараты, они измеряют нужные показатели дистанционно), термокраска и термокарандаш (изменяют свою расцветку при смене температуры).


Механическая обработка
Этот способ позволяет убирать шлак, металлические «брызги» и окалины со сварочных швов посредством шлифовки. Для механического типа понадобится или проволочная прочная щетка, или специальный абразивный диск. На промышленных предприятиях такие элементы закрепляются в шлифовальных машинках (нередко в бытовых условиях такой аппарат называют болгаркой). Перед обработкой стоит подобрать подходящий круг.
Оптимальным вариантом для сварочных швов на нержавеющей стали будет цирконат алюминия, так как он не оказывает на такие изделия коррозийных воздействий. Также часто используются особые лепестковые абразивные насадки. Последние должны иметь лепестки, созданные на тканевой основе. Они считаются наиболее надежными по сравнению с остальными разновидностями. Элементы с лепестками на тканевой основе и с нанесением из цирконата алюминия обладают относительно высокой стоимостью, но и очистка посредством их отличается особым уровнем качества.
Самым простым и дешевым вариантом станут насадки на бумажной основе. Чаще всего их делают с напылением из оксида алюминия. Но уровень цены будет полностью соответствовать и уровню качества шлифовки швов. Помните, что подобные насадки следует подбирать с учетом типа работы. Если вам нужно зачистить швы в труднодоступных местах в угловых сложных металлических конструкций, то тогда размер абразивного элемента насадки лучше взять небольшого размера.
Для запиловки самого верхнего наиболее грубого слоя с окалинами и шлаком допустимо использовать насадку самого большого размера. В данном случае она не сможет повредить сам материал.
Финишная обработка всегда осуществляется самым маленьким шлифовальным инструментом, поэтому при проведении таких процедур будут использоваться сразу несколько видов насадок разных по размеру.


Химическая обработка
Самый лучший результат можно достичь, совместив механическую и химическую обработку швов. Последняя может производиться посредством травления или пассивации. Такой тип удобен для зачистки углом. Травление чаще всего выступает в качестве подготовительного этапа перед механической обработкой. Оно должно выполняться с использованием специальных химических веществ. Они позволят создать надежное покрытие, стойкое к образованию коррозии.
Кроме того, эта процедура дает возможность удалять места, где скапливается окисленный хром или никель. Если их своевременно не удалить, они могут быть поражены коррозией. Если сварочные швы небольшие, то тогда можно просто нанести на их поверхность химический состав. Иногда деталь полностью окунают в вещество. После травления следует выполнить пассивацию, которая позволит придать металлу дополнительную прочность. Пассивация представляет собой обработку детали специальным раствором, который позволяет формировать на поверхности изделия защитную пленку, не дающую образовываться коррозийному слою.
После проведения химической обработки обязательно нужно смыть все остатки растворов водой. При этом сточную воду нужно утилизировать максимально осторожно. Ведь жидкость будет содержать в себе большое количество вредных тяжелых металлов и кислот. Их можно немного нейтрализовать с помощью щелочей.
После все это тщательно фильтруют и только потом выливают в безопасное место.


Контроль качества
При проведении сварочных работ и затирки образовавшихся швов на металле следует руководствоваться правилами и нормами, закрепленными в ГОСТ 31385-2008 (требования к сварке и контролю качества сварных соединений). В данном ГОСТ можно найти общие требования к проведению таких работ, отдельные требования к различным свойствам изделий (прочность, ударная вязкость, технологические испытания на изгиб таких соединений).
Также там можно найти и таблицы с максимальными значениями выпуклости швов в миллиметрах (в зависимости от их размеров), перечень методов, позволяющих производить контроль за качеством сварных соединений.






О том, как идеально зачистить сварочные швы на профильной трубе, вы можете узнать из видео ниже.
Чем обработать сварные швы
Сварка — давно известный метод скрепления металлических конструкций. У него много преимуществ, но есть и недостатки, причем такие, что могут легко испортить всю проделанную ранее работу. Чтобы свести влияние этих недостатков к минимуму, используются разные методы защиты металлических конструкций. Среди них — обработка сварного шва. О ней и рассказывается далее.
В чем необходимость обработки?
Сварка влияет на скрепляемые металлические конструкции, больше, чем кажется. В этот момент у деталей появляется большое внутреннее напряжение. А из-за него те могут деформироваться и становиться более хрупкими, что приводит к быстрому разрушению.
Также сварка влияет на химические, физические и механические свойства металлов, так как неравномерный нагрев деталей в процессе скрепления приводит к нарушению кристаллической решетки материала.
Чтобы вернуть деталям потерянные свойства, делается обработка в местах скрепления. Зачистка помогает не только укрепить конструкцию, увеличить ее пластичность, но также защитить сварные швы от коррозии и ржавчины.
Способы обработки сварных швов
Зачистка сварных участков — процесс непростой, требующий от человека навыков, а иногда и сложного оборудования. Первое, что необходимо делать при каждой обработке сварных зон — выбрать способ. Основных всего три:
- Механический. Предполагает, что участки будут зачищаться инструментами вручную. Эффективно убирает окалину.
- Термический. Здесь нужно нагревание и охлаждение по схеме, подбираемой по материалу детали. Она нагревается либо полностью, либо только в области зачистки.
- Химический. На участок наносится состав, который укрепляет его, защищает от коррозии. Обычно этот способ применяется на тех деталях, которые используются в активных средах.
Нельзя сказать, какой метод зачистки сварных швов после сварки лучший, так как каждый будет чем-то полезен.
Нередки ситуации, когда последовательно применяют все три способа на один и тот же шов.
Термическая обработка
Чаще всего термическая зачистка подходит для конструкций с тонкими стенками, например, трубопроводов, корпусов реакторов, сосудов давления и т. д.
Процедура восстановит прочность материала, снизит влияние на швы внутреннего напряжения металла, а также обеспечит стыкам долговечность. А из-за этого станет надежнее и вся конструкция. Но все эти преимущества можно получить, если работу выполнит специалист. Ведь малейшая ошибка приведет к дефектам, которые невозможно будет исправить. Также важно, чтобы во время термической зачистки использовались качественные инструменты, однако, они будут очень требовательны к энергии, это тоже потребуется учесть.
Сама технология термической зачистки швов предполагает, что сначала деталь будет нагреваться, а потом охлаждаться с соблюдением правильного температурного режима.
Процесс термообработки предполагает, что сначала область вокруг шва и он сам нагреваются. В этом состоянии деталь находится в течение времени (зависит от метода обработки), а потом охлаждается.
Так как температура нагрева будет зависеть от толщины сварного участка, а также вида самой конструкции, предполагаются разные способы термической зачистки.
Оборудование
Для металлических деталей небольших размеров обычно используются муфельные печи, но чаще все же пользуются индукционным, газовым или радиационным методом.
Так, для индукционной обработки нужен генератор переменного тока (высокочастотный). На деталь, которую нужно нагреть, наматывается нагревающаяся катушка индуктивности.

Для газового метода потребуется горелка. Основной сложностью здесь будет направить и сформировать факел так, чтобы необходимый участок получил равномерное нагревание.
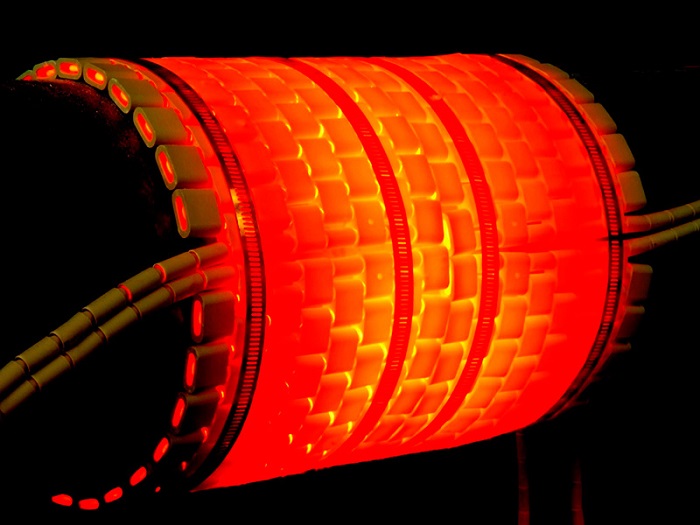
При радиационном методе нагревание будет производиться нихромовой проволокой инфракрасного излучения, через которую проходит ток.
Так как технология термической зачистки швов предполагает нагревание детали до определенной температуры, дополнительно потребуется оборудование, которое будет эту температуру контролировать. Надежнее всего использовать пирометры и тепловизоры, что могут работать на расстоянии. Также применяются термокарандаши и термокраски, след которых меняет цвет в зависимости от изменений температуры. За этим нужно будет непрерывно следить и ждать появления нужного оттенка.
Виды термообработки
Термообработка потребует выбора оборудования и определения подходящего вида нагрева. Сначала нужен предварительный нагрев. Такая обработка применяется перед сваркой конструкций и предполагает нагревание — до 150-200 °C. Далее применяется один из методов:
- Высокий отпуск — это нагревание от 650 до 750 °C в зависимости от стали, а потом поддержка этой температуры в течение 5 часов.
- При нормализации потребуется температура от 950 °C, в основном эта обработка применяется для углеродистой стали. После того как сварные участки будут выдержаны, они остужаются в естественных условиях.
- Аустенизация предполагает температуры от 1050 °C, под которыми шов держится час, а потом остужается охлаждающими средствами. Часто этот вид температурной обработки используется для конструкций из аустенитных сталей.
- Стабилизация похожа на аустенизацию, только применяются меньшие температуры.
Останется только термический отдых, когда металл прогревается до температуры в 250-300 °C, что снимает напряжение со сварного участка, снижая содержание диффузного водорода.
Механическая обработка — зачистка
Зачистка сварных швов после сварки механическим путем тоже предполагает несколько видов. Но они зависят не от типа металла, а от оборудования, используемого для зачистки сварных участков.
Если заняться механической зачисткой, придется шлифовать деталь болгаркой или шлифовальным устройством. При обработке болгаркой дополнительно потребуется выбрать насадку — лепестковую или абразивную.
Болгарка используется чаще, поэтому перед тем, как говорить о том, чем зачистить сварочный шов, стоит упомянуть о правилах выбора насадок:
- Важно определить нужный материал шлифовального круга. Для зачистки сварных деталей обычно берут круги из цирконата алюминия.
- Размеры зерен тоже важны, более того, лучше всего зачищать швы несколькими насадками. Крупные зерна уберут крупные окалины, а самые мелкие зерна подойдут для заключительной шлифовки.
- Лучше брать круги с тканевыми лепестками.
- Иногда для шлифовальной машины могут потребоваться борфрезы, чтобы зачищать труднодоступные участки.

Механическая обработка сварных швов наиболее часто встречается на автомобилях, когда нужно устранить окалины, оксидную пленку, заусенцы и другие дефекты, которые могут повлиять на прочность корпуса.
Также большинство деталей, которым потребуется дополнительная окраска, должны пройти обработку механическим путем.
Химическая обработка
Здесь зачистка сварных участков будет проводиться только путем травления или пассивацией.
Травление швов проводится перед механической шлифовкой. Для этого используют химические составы, которые создают на местах соединения антикоррозийное покрытие. С помощью травления можно устранить с металлических конструкций окисленные никель и хром, которые вызовут ржавчину, если их оставить.
То, как будут использоваться средства для травления, зависит от величины участков, которые нужно защитить, а также типа металла. Это повлияет на время обработки и то, будет ли деталь полностью помещаться в травильный раствор или им будет покрываться нужная небольшая часть.

Другим методом очистки сварных участков будет пассивация. Здесь используемые составы, оксиданты, будут мягко снимать свободный металл с поверхности, а после образуют устойчивую к коррозии пленку.
Однако, при обработке пассивацией используются сильные реагенты. Поэтому после их остатки нужно смыть с металлической детали, а воду, в которой проводилось промывание, правильно утилизировать.
Сам раствор, которым проводилась пассивация, будет содержать кислоты. Его нужно нейтрализовать щелочью, после профильтровать, а потом утилизировать по нормам.
Техника безопасности
Делать зачистку сварных швов можно только в спецформе, с соблюдением всех правил техники безопасности. Так, при работе с химией защищают руки, органы дыхания, глаза.
Проводит такие работы специалист с образованием и навыками, старше 18 лет.
Сварные участки защищаются, так как это одни из самых хрупких мест любой металлической конструкции. И если их можно укрепить, стоит приложить максимум усилий для того, чтобы свариваемая конструкция прожила как можно дольше. Для этого и существуют способы зачистки сварных швов, описанные в этом материале.
Зачистка сварных швов
Статья обновлена и дополнена: 11 Августа, 2021
В основе сварочного процесса лежит формирование неразъёмного соединения между деталями путём их нагрева. После образования расплавленной сварочной ванны происходят структурные изменения в материале. За счёт внешней энергии атомы занимают новое устойчивое положение в кристаллической решетке.
Проведение процедуры сварки сопровождается формированием сварного шва. Если технология была выдержана неверно, то данное место будет прослаблено в конструкции. Качественная зачистка швов после сварки позволяет устранить возможные негативные последствия.
Цели зачистки сварных швов
Зачистка швов относится к обязательной процедуре после окончания сварки. Цели процедуры таковы:
- Из расплавленного металла в шов попадают кусочки шлака, которые ослабляют его. Зачистка сварных участков даёт возможность избавиться от их присутствия.
- Не всегда при сварке поверхность заготовок нагревается равномерно. В результате после окончания процесса в структуре металла появляются остаточные напряжения. Под действием нагрузок это может дать толчок к разрушению конструкции. Специальная обработка швов после сварки позволяет нормализовать внутреннюю структуру металла.
Зачистка сварных швов даёт возможность усилить ослабленные места в изделии, а также повысить сопротивляемость металла к агрессивному влиянию внешней среды.
Способы зачистки сварных швов
Чтобы понять, нужно ли защищать сварные швы, следует обратить внимание на коррозию соединений, которая покрывает металл за короткий период времени. Для правильного выполнения работы специально разработаны нормативные стандарты. Зачистка любых сварных соединений регламентируется ГОСТом.
Иногда возникает вопрос, чем обработать нержавейку после сварки. Данный материал по своей структуре обладает повышенной твёрдостью. Провести зачистку швов после окончания сварочного процесса можно следующими способами:
- механический;
- химический;
- термический;
- электрохимический;
Механический способ зачистки сварных швов
Зачистка сварочных соединений механическим путём после окончания процедуры может проводиться с помощью жёсткой металлической щётки или шлифовальной машинки. Делается это с целью устранения ряда возникающих дефектов.
Работа механическим способом проводится в 3 этапа:
- Очищается территория вокруг проложенного шва;
- Идёт предварительная зачистка шва абразивом с крупными зернами;
- Проводится окончательная шлифовка сварного шва с установкой мелкозернистой насадки.
Оптимальным вариантом является применение инструмента для зачистки сварных швов. К такому оборудованию относится болгарка. Используя этот прибор, появляется возможность качественно зачистить сварной шов заподлицо. Для совершения работы нужно подобрать требуемые шлифовальные круги. Они должны отвечать следующим характеристикам:
- Материалом изготовления должен быть цирконат алюминия. Подобная насадка отличается повышенной прочностью. Зачищенные швы будут смотреться намного аккуратнее.
- С учётом типа работы подбирается определённая зернистость абразива. Тонкая обработка сварных швов осуществляется насадками исключительно с мелкими зёрнами. Чтобы снять окалину, требуются крупнозернистые круги.
Зачистка сварных швов болгаркой может осуществляться лепестковыми насадками. Они выпускаются на бумажной, а также тканевой основе. Последний вариант является более надёжным. Он может выдержать большие нагрузки и прослужить продолжительное время.
Полировка шва нержавейки после механической зачистки
Обработка швов после сварки носит особенный характер. Учитывая декоративность материала, сварочный участок доводится до блеска. Поверхность должна получиться цельной и ровной, чтобы лучше противостоять влиянию внешней среды. После предварительной грубой обработки процесс шлифовки нержавейки имеет следующие этапы:
- Обработка сварочного шва нержавейки ведётся машинкой, на которую установлен диск с вулканитом. Такой материал позволяет придать шву вогнутую форму, мягко воздействия на сталь.
- На полученный профиль шва наносится раствор с алмазными составляющими. Здесь может быть использована паста ГОИ.
- Теперь полировка шва нержавейки ведётся с установленным на аппарат войлочным кругом. Поверхность получается зеркальная без матовых пятен.
Некоторую сложность вызывает обработка металла в угловых стыках и разных труднодоступных местах. Данная проблема касается в первую очередь нержавеющих сталей, где особое внимание обращается на внешний вид изделий.
Обработка углового шва в нержавеющей стали проводится с помощью болгарки. При этом основное внимание уделяется видам существующих насадок. Здесь лучше использовать круги, которые имеют диаметр 150 мм.
Для шлифования нержавейки болгаркой приобретаются насадки 2 видов:
- Круг для грубой очистки EA7 d150;
- Доводочный круг EA5 d150.
В конечном итоге место сварочного шва должно быть доведено до осветления.
Для зачистки сварочных швов в угловых и труднодоступных соединениях можно также использовать круги ЕА5 и ЕА7. Отличительной их особенностью является то, что они обладают мягкостью и эластичностью. Во время обработки сварочных швов нержавеющей стали данные насадки могут прогибаться, что исключает возможность их разрушения.
Химический способ зачистки сварных швов
Для получения сварочного шва высокого качества перед его механической очисткой лучше провести химическую обработку соединения. Это может осуществляться двумя способами, суть которых состоит в следующем:
- Травление.
Обработка сварного стыка ведётся с помощью нанесения на его поверхность химических соединений, основным компонентом которых являются серная и соляная кислоты. Они выглядят как паста или гель. Таким образом, после окончания сварки удаляются все оксидные наросты и цвета побежалости. Из-за большого количества скопления окислов сталь может начать ржаветь. Если деталь имеет сложную фигурную конфигурацию, то для её травления подготавливается специальная ёмкость с кислотой для обработки швов нержавейки. Опущенная туда сваренная заготовка выдерживается определённое количество времени. Период нахождения детали в растворе рассчитывается в зависимости от его концентрации и параметров шва.
Примеры средств для травления:
Травильный гель/спрей SteelGuard InoxClean Spray
Средство для травления методом погружения SteelGuard InoxClean - Пассивация.
Данная операция происходит вслед за окончанием травления. Её целью является восстановление легирующего слоя, который был утрачен после сварки. Чаще всего такой обработке подвергается нержавейка. С этой целью на участок металла наносится защитное покрытие. Им может выступать ASTM B117. Данный раствор препятствует формированию коррозии. Причина состоит в оксидантах. Они при взаимодействии с металлом образуют на его поверхности защитную плёнку. После окончания процесса все реагенты удаляются с помощью воды. Утилизируется отработка щелочью, которая нейтрализует кислоту.
Примеры средств для пассивации:
Пассиватор для нержавеющей стали SteelGuard InoxPass Spray
Средство для восстановления пассивного слоя нержавеющей стали SteelGuard InoxPass
Химический способ очень удобен при зачистке угловых сварных швов.
Термический способ зачистки сварных швов
При сварке изделий из тонкого металла зачистка сварочных швов ведётся с применением термообработки. Связано это с тем, что тонкие детали чаще деформируются под воздействием внутренних напряжений.
Из-за их малой толщины происходит быстрый нагрев металла, расположенного вблизи источника тепла. При этом отдалённые участки материала остаются холодными. Такой перепад температур приводит к видоизменениям в кристаллической решётке. Термообработка сварочных швов восстанавливает внутреннюю структуру металла и возвращает ему прежние свойства.
Используемое оборудование для работы методом температурного нагрева бывает следующих видов:
- Индукционное. Это генератор большой частоты и мощности, работающий на переменном токе. В качестве нагревательного элемента используется катушка индуктивности.
- Радиационное. Нагрев ведётся инфракрасным излучением. Образуется оно после нагревания нихромовой проволоки в результате подачи на неё большой силы электрического тока.
- Газовое. Прогрев сварочного шва ведётся в пламени газовой горелки.
Принцип термической обработки сварных соединений заключается в высоком нагреве шва. Диапазон температур может составлять 600-1000 °С. В результате происходит выравнивание структуры шва и прилежащего к нему металла.
Процедура состоит из следующих этапов:
- Сначала нагревается участок детали рядом со швом.
- В течение определённого периода времени изделие выдерживается в нагретом состоянии.
- Конструкция охлаждается.
Данная процедура позволяет восстановить в материале прежнюю прочность и пластичность, сняв внутренние напряжения.
Рассмотрим виды термической обработки сварных швов:

Каждый из этих способов выбирается на основе физико-химических характеристик стали.
Электрохимический способ зачистки сварных швов
Данный метод чаще всего используется для обработки швов нержавейки после сварки. Работа осуществляется с использованием специально подготовленного оборудования. Внимания заслуживает аппарат для зачистки сварных швов SteelGuard 425.

Электрохимическая зачистка сварных швов происходит следующим образом: в небольшой ёмкости подготавливается электролит, и после подачи на оборудование напряжения щётка полностью окунается в электролит и растирает его по сварочному шву.
Во время проведения процедуры электролит воздействует на шов и рядом расположенную поверхность. Кроме удаления цветов побежалости на шве формируется слой, который обеспечивает материалу антикоррозионные свойства – происходит процесс пассивации. При этом поверхность нержавеющей стали сохраняет свой прежний цвет. Обработка проводится с большой скоростью.
После окончания сварочных работ необходимо получить шов, отвечающий структуре основного материала и требованиям ГОСТа. Сделать это можно только на основании его правильной зачистки. В этом случае конструкция будет полноценно работать в предназначенной ей сфере.
Защита сварного шва от коррозии после сварки
Коррозия представляет большую опасность для металла. Это процесс приводит к его постепенному разрушению, выходу из строя крупных металлоконструкций. Ситуация представляет опасность для человека и оборудования.
Но коррозия металла часто связывается только с его поверхностью. Это неверно.
Ржавчина может развиваться и в сварных швах. Даже если лист или стальная деталь хорошо защищены от коррозионного поражения, опасность для мест соединения остается высокой.
Чтобы не допустить развития процесса, потребуется защита сварных швов от коррозии. Рассмотрим, каким образом обеспечить безопасность и на что стоит обратить внимание в первую очередь.
Особенности развития коррозии в местах сварного соединения
Чтобы понять причины появления и прогрессирования коррозии, нужно учитывать особенности процесса сваривания. Чтобы соединить листы или стальные детали между собой используется сварочная проволока.
Для изготовления проволоки выбирают сплавы с высокой устойчивостью к высоким температурам.
Главная задача сварщика – не допустить деформации, разъединения места шва.
Защита от ржавчины отходит на второй план, при том, что шовные кромки превращаются в коррозийно-активную область.
Есть несколько факторов, которые стимулируют постепенное развитие коррозии в процессе сварки:
- Нагрев. Высокие температуры в такой ситуации выступают в качестве катализатора окислительного процесса.
- Сильное локальное напряжение. Также провоцирует коррозию, представляет собой механическую нагрузку, которую очень сложно выдержать материалу.
- Микродефекты. Даже у самых опытных сварщиков такие дефекты присутствуют в работе. Там где есть дефекты, остается много места для оседания катализаторов окисления. Особенно это актуально при использовании изделия на открытом воздухе.
- Неоднородность соединения металлов. Часто это становится причиной появления электрохимической коррозии.
Еще один фактор риска – остатки флюсов, которые часто есть на металле после того, как сварка уже закончилась. При попадании воды, создается активная среда, запускается кислотный коррозийный процесс.
Как не допустить коррозии шва
Защита сварного шва от коррозии после сварки – ключ к длительному использованию детали или металлоконструкции. Важно быстро обработать соединительный участок после того, как мастер закончил сваривать.
Процессы разрушения материала запускаются очень быстро, потому дорога каждая минута.
Есть несколько главных защитных мер:
- Отжиг. Нужен для того, чтобы убрать внутреннее напряжение в металле. Иногда отжиг не удается выполнить – в этом случае стоит искать альтернативные методы, которые бы не повредили деталь.
- Зачистка и шлифовка. Выполняются механическим способом. Это убирает неровности, микродефекты, позволяет уменьшить сечение шва. Здесь стоит учитывать влияние шлифования на общую прочность и следить за тем, сколько металла снимается в процессе.
- Поверхностная обработка. Есть специальные составы, которые позволяют убрать неизбежно образующиеся при сваривании продукты окисления, флюс. Обычно они создаются на основании ортофосфорной кислоты. Она отлично растворяет все потенциальные катализаторы коррозии, при этом помогает создать пассивирующий слой на поверхности.
- Нанесение защитного состава. Его можно наносить только на заранее подготовленную и обезжиренную поверхность. Не допускается использование с влажным металлом – место обработки требуется просушить.
В продаже есть много специальных защитных составов, которые включают в себя преобразователи ржавчины. Они вступают во взаимодействие с окалиной, гидроксидом железа, быстро проникают в оставшиеся на материале микротрещины.
Также может наноситься дополнительное защитное покрытие, которое не допускает контакта с потенциальными катализаторами коррозии.
Если все защитные меры были выполнены правильно, на сварных соединениях не будет возникать коррозия. Исследования показывают, что в таком состоянии шов может оставаться целым на протяжении более 50 лет.





-HF: как выбрать и на что обратить внимание")