Особенности электростатической покраски
Электростатическая покраска
Что такое электростатическая покраска?
Электростатическая покраска — это нанесение на поверхность краски с использованием сил взаимодействия между неподвижными точечными электрическими зарядами (кулоновская сила).
Для любознательных, что такое закон Кулона :
Закон Кулона — физический закон, описывающий силу взаимодействия между неподвижными точечными электрическими зарядами в зависимости от расстояния между ними.
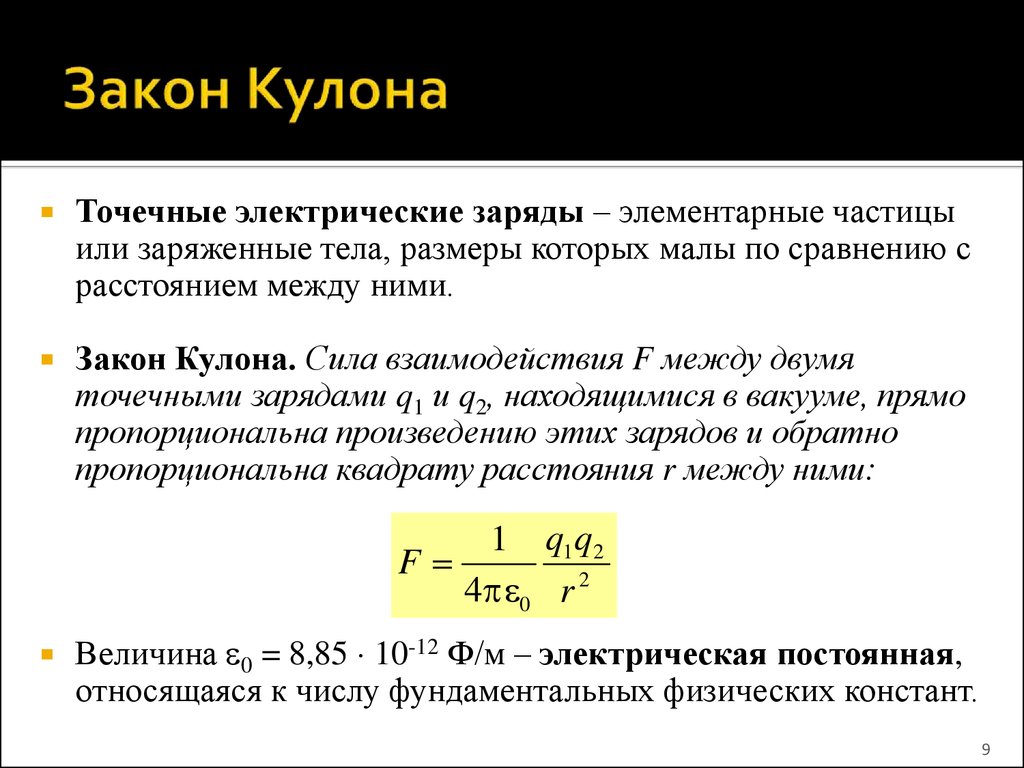 |
|---|
Наверное, всё равно непонятно, потому что физика была давно и в школе, дальше будет проще .
Принцип работы оборудования для нанесении ЛКМ в электростатическом поле
Оборудование для нанесении ЛКМ в электростатическом поле работает с использованием закона взаимодействия заряженных частиц.
Из каких элементов состоит электростатическое оборудование?
Электростатическое оборудование состоит из насоса и специального пистолета, подключённого к источнику электрического питания.
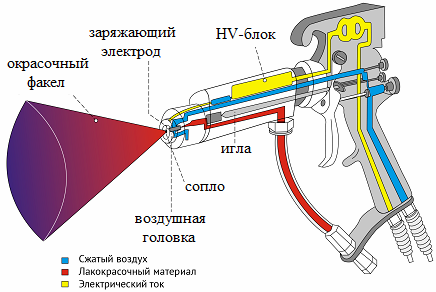
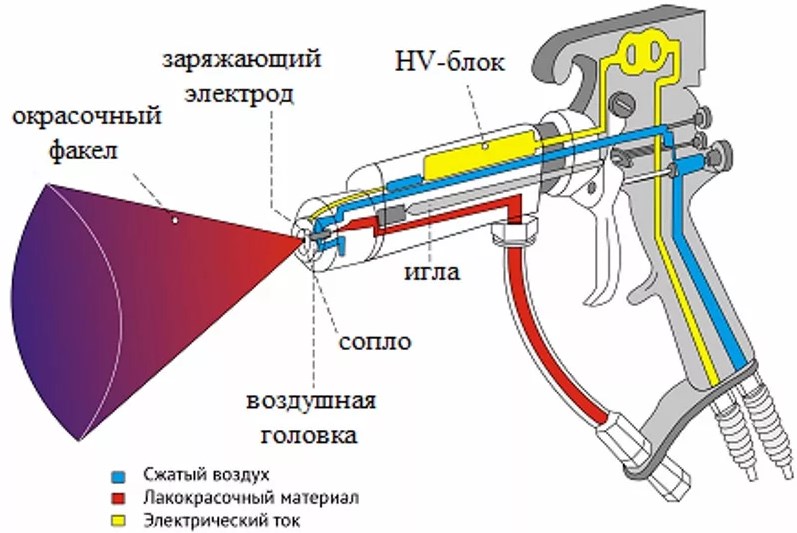
Для придания каплям ЛКМ электрического заряда в краскораспылитель вмонтирован генератор высокого напряжения, обеспечивающий заряд (отрицательный) капелек ЛКМ, вылетающих из сопла.
Смотрите видео электростатической покраски мебели из дерева
Окрашиваемое изделие размещается на металлическом столе, к которому присоединён заземляющий кабель. Для того, чтобы попадающие на окрашиваемый объект заряды могли стекать через заземление, древесина или же нанесённый ЛКМ должны иметь определенную электрическую проводимость. Для проводимости древесины её влажность должна быть не менее 14%.
Рекомендуемое удельное электрическое сопротивление лакокрасочных материалов
Рекомендуемое удельное электрическое сопротивление ЛКМ лежит в пределах 5х10 ^4 – 5х10^6 Ом. * м. Оптимальная величина его зависит от конкретных условий применения.
Существуют специальные добавки, снижающие сопротивление ЛКМ при необходимости. Выпускаются специальные измерители удельного сопротивления ЛКМ.
Из-за того, что одинаково заряженные частицы отталкиваются друг от друга, в капельках возникает внутреннее расталкивание, имеющее следствием их дальнейшее разделение. Это измельчение не зависит от давления в системе, поэтому материал может быть хорошо распылён и при низком давлении. Однако, это накладывает ограничения на применение метода для нанесения материалов с высокой вязкостью.
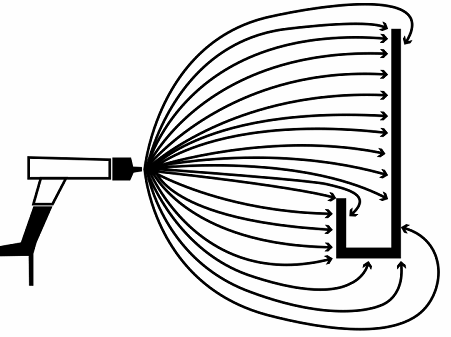
Заряженные частицы ЛКМ летят, направляемые электрическими силами, к заземлённому изделию, в том числе на тыльную его сторону. Это позволяет окружить изделие потоком материала и окрасить даже тыльную часть, тем самым ещё больше сокращая потери ЛКМ.
В случае стульев, например, на тыльную часть, попадает обычно до 30% материала, нанесённого на лицевую часть. Таким образом происходит направленный перенос ЛКМ от пистолета до поверхности детали, значительно сокращающий потери материала в случае решётчатых изделий, и повышающий тем самым производительность.
Пример системы распыления в электростатическом поле
Для примера, обычная система распыления в электростатическом поле включает в себя насос подачи ЛКМ, краскораспылитель с двумя шлангами и блок питания.
Блок питания преобразует переменный ток 220 В в постоянный ток низкого напряжения (12 В), при этом предусмотрена регулировка выходного напряжения и система защиты, блокирующая высокое напряжение при приближении краскопульта к заземлённым поверхностям.
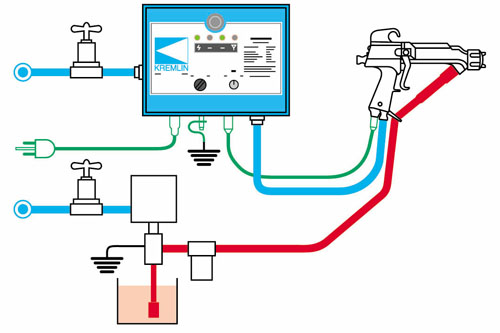 |
|---|
| Рис. 2. Электростатическая система нанесения краски от фирмы Kremlin |
Маневренный, легкий кабель обеспечивает подачу низкого напряжения 12 В на миниатюрный высоковольтный генератор, встроенный в пистолет. Этот генератор создаст высокое напряжение на заострённом электроде, расположенном в области распылительной головки пистолета.
Регулировка на блоке управления дает возможность изменять высокое напряжение на электроде пистолета в пределах 20 000 – 85 000 В.
Преимущества и недостатки электростатического метода нанесения лакокрасочных материалов
Достоинства электростатического метода нанесения краски и лака
К достоинствам электростатического метода нанесения ЛКМ относят:
Недостатки электростатического метода нанесения краски и лака
К недостаткам электростатического метода нанесения ЛКМ относят:
Преимущества современных систем электростатической окраски
Современные системы для окраски распылением в электростатическом поле и современные специализированные ЛКМ позволяют пользоваться вышеописанными преимуществами и снизить влияние на результат недостатков метода.
Так, для придания начальной проводимости древесине с низкой влажностью рекомендуется наносить первым слоем водную морилку окунанием. Через 1.5-3 часа после этой операции хорошо окрашиваются в электростатическом поле и фронтальная и тыльная сторона поверхности стульев.
 |
|---|
| Рис. 3. К электростатической покраске готов |
Важная роль временного фактора при электростатической окраске
Следует отметить, что временной фактор играет большую роль в обеспечении начальной проводимости окрашиваемых изделий при нанесении всех слоев покрытия. Длительные промежутки между отдельными окрасочными операциями снижают начальную проводимость.
Можно ли наносить водные материалы электростатическим методом
Нанесение водоразбавимых материалов ручными распылительными пистолетами не применяется из-за того, что оператора в этом случае трудно изолировать от земли и наносимый материал притягивается к его телу.
Отзывы посетителей сайта :
Интересная технология покраски, но в жизни с ней ни разу не сталкивались. Посмотрев видео и прочитав статью об электростатической покраске, можно сделать вывод, что этот способ окраски всё-таки наиболее оптимален для покраски стульев, оконных рам, то есть изделий при покраске которых с помощью обычного пневматического распыления происходят большие потери краски и лака на туманообразование, то есть, говоря по-простому, краска и лак улетают в воздух.
Особенности электростатической покраски
Электростатическая покраска — это нанесение на поверхность краски с использованием сил взаимодействия между неподвижными точечными электрическими зарядами (кулоновская сила). Лакокрасочный материал (чаще всего на основе воды, но существуют варианты и с органическим растворителем) наносится с помощью специального покрасочного пистолета.
Технология
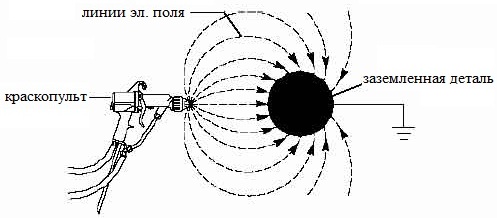
Впервые электростатический распылитель был использован в 1941 году американским изобретателем Г. Рансбургом. Методика подразумевала использование электрических полей, по которым передвигаются заряженные частицы краски. Жидкий лакокрасочный материл вступает во взаимодействие с электродом, расположенным в пистолете, в результате чего краске передается высоковольтный отрицательный заряд (60-100 кВт). Заряженные частицы, выйдя из сопла краскопульта, направляются по линиям электростатического поля к заземленному изделию, на которое наносится ЛКМ.

Окрасочный факел возникает благодаря обоюдному отталкиванию заряженных частиц лакокрасочного материала. Важное отличие данной технологии от других методов состоит в отсутствии необходимости в красочном тумане, так как частицы направляются по заданным линиям. Коэффициент переноса краски может колебаться от 70 до 98 процентов. Показатель переноса зависит от проводимости окрашиваемого материала, формы изделия и других косвенных факторов.
Электростатический способ позволяет сократить расход ЛКМ, а сам процесс покраски делает проще. При окрашивании металлических труб традиционным способом нужно несколько раз переворачивать изделие. В случае же с электростатическим пистолетом деталь поворачивать нет необходимости, так как заряженные частицы направляются по силовым линиям и легко огибают препятствия. Окрашивание осуществляется очень равномерно, поскольку на уже обработанном месте краска отталкивает излишки поступающего материала.
Типы распыления
Применяются два вида электростатического распыления — классическое и каскадное. Классика предполагает, что по высоковольтному кабелю на электростатический краскопульт поступает постоянный ток под высоким напряжением. Классическая схема имеет ряд существенных недостатков. Прежде всего, речь идет о нестабильности напряжения в пистолетном электроде. Кроме того, красить достаточно неудобно, так большой кабель стесняет в действиях, а для отключения электропитания нужно всякий раз добираться до трансформатора.
В каскадной методике высокое напряжение формируется не вовне, а в самом пистолете. К пистолету по низковольтному кабелю направляется напряжение всего лишь в 12 В, а уже внутри устройства происходит генерация высокого напряжения. Преобразование осуществляется на каскаде краскопульта. Применяемый кабель тонок и гибок, благодаря чему работать с ним очень удобно.

Каскадный способ позволяет отключать поступление электричества независимо от генератора, а также контролировать уровень напряжения, выбирая подходящий для того или иного вида материала. Само напряжение отличается высокой стабильностью, что позволяет существенно сократить расход ЛКМ. Главный недостаток каскадного распыления — высокая стоимость оборудования. Однако затраты быстро окупаются за счет экономичности данной технологии.
Электростатическое распыление имеет некоторые ограничения, диктуемые следующими обстоятельствами:
- Свойствами лакокрасочного материала. Чтобы краска правильно заряжалась на электроде, необходимо сопротивление на уровне не меньше 30 кОм. В противном случае эффективность покраски в электростатическом поле радикально сокращается. В качестве примера лакокрасочного материла с низким уровнем сопротивления можно привести составы со значительными добавками металлической пудры (к таковым относятся эмали типа «металлик»). До последнего времени электростатическое окрашивание не использовалось при нанесении водорастворимых красок, так как существовал высокий риск коротких замыканий по причине электропроводимости жидкости. Последние модели оборудования для электростатического окрашивания позволяют работать с водорастворимыми ЛКМ.
- Свойствами материала. Не проводящие ток изделия, такие как пластик и древесина, окрашивать сложно. Облегчить процесс можно при помощи специальных токопроводящих грунтов (в случае с пластиком) или увлажнения (для древесины).
- Формой окрашиваемой детали. Как было сказано выше, электростатический метод позволяет окрашивать изделия разных форм, однако в замкнутом токопроводящем контуре напряжение электростатического поля равняется нулю. Поэтому в глубоких выемках отсутствует электрическое поле, из-за чего на такие участки не попадают частицы лакокрасочного материала. Более того, не попадая во всевозможные впадины, краска концентрируется на других участках (например, на кромках), что приводит образованию слишком толстого слоя покрытия. Чтобы избежать подобных проблем (их называют контуром Фарадея), окрашивание труднодоступных мест осуществляется обычным краскопультом — безвоздушным или пневматическим.
к содержанию ↑
Краскопульт «Star 3001»
В качестве примера разберем краскораспылитель «Star 3001». В данном аппарате применяется каскадный способ образования высокого напряжения. Изготавливаются как механические, так и автоматические модификации оборудования. Обе модели могут работать как с безвоздушным распылением, так и с воздушной смесью.

Для водорастворимых ЛКМ и для красок на базе растворителя также существуют отдельные модификации. Каждая модель, в зависимости от ее предназначения, может значительно отличаться по используемым в ней материалам, а также иметь свои конструктивные особенности.
Таким образом, ассортимент оборудования широк, поэтому перед покупкой нужно определиться с тем, как будет использоваться электростатический пистолет. Аппарат «Star 3001» предназначен для работы с ЛКМ на водной основе. Это означает защищенность устройства от короткого замыкания, поскольку конструкция произведена из специального материала. А вот для работы с органическим растворителем «Star 3001» не подходит, поэтому нужно поискать модификацию, корпус которой инертен по отношению к растворителям.
Проблема с контуром Фарадея в распылителе данной модели решается отключением электропитания. При отсутствии питания ЛКМ распыляется только под воздействием давления. Клавиша управления напряжением располагается прямо на корпусе краскопульта, что очень удобно. Кроме того, давление можно контролировать своими руками — достаточно нажать на курок. Пистолет также оснащен памятью, благодаря чему поддерживается до трех вариантов электростатического поля на каждый вид краски.
Немаловажный параметр любого применяемого лакокрасочного материала — электрическая сопротивляемость. Вместе с аппаратом «Star 3001» поставляется зонд, который тестирует ЛКМ на сопротивляемость, тем самым обеспечивая наилучший показатель для электростатического поля.

Несмотря на техническую оснащенность, такой краскораспылитель отличается простотой обслуживания. Корпус легко разбирается, после чего все механизмы доступны визуальному наблюдению. В случае поломки замене подлежат любые детали пистолета. Это обстоятельство позволяет упростить ремонтные работы, а также удешевить их.
Следует отметить малый вес устройства — всего 900 граммов. Благодаря легковесности, работать с аппаратом физически не тяжело, а за счет эргономичной рукоятки еще и удобно.
Для промышленного применения разработана модификация «LARIUS 2 Paint Systems». В такой системе применяется двойная диафрагма, за счет которой краска нагнетается под малым давлением.
Применение технологии в России
Технология электростатической покраски характеризуется множеством достоинств. Однако в российских условиях применение электростатического распыления пока не нашло массового применения. Основная причина в отсутствии достаточного количества квалифицированных специалистов. Само по себе оборудование отличается сложным устройством, им надо уметь пользоваться, в противном случае вместо электростатического напыления краска будет распыляться обычным образом, что не даст планируемого эффекта.
Еще одна сложность — поиск ЛКМ с нужным уровнем электропроводности. Если показатель будет отличаться от заданного, его можно поменять, но в любом случае без исходной информации не обойтись. При этом выяснить уровень электропроводности зачастую невозможно ни у продавцов, ни у производителей. В результате единственный выход — покупка ЛКМ западного производства, которые существенно дороже отечественных образцов.
Следующий важный фактор — обеспечение качественного заземления. В большинстве случаев это условие должным образом не выполняется. При отсутствии же заземления маляр будет красить не только поверхность, но и самого себя.
Также следует сказать об одном популярном заблуждении: многие маляры считают, что чем больше факел, тем быстрее будет окрашена поверхность. Однако на практике все не так, и увеличение факела лишь превращает электростатический аппарат в обычный краскопульт.
Электростатическая окраска, безусловно, имеет большие перспективы применения. В продаже имеется необходимое оборудование, а технология является хорошо изученной. Однако для большего распространения нанесению краски электростатическим способом нужно специально обучаться, а затем проверять знания на практике.
Электростатическая окраска – устройство и принцип действия
Электростатический распылитель краски впервые был запатентован в период с 1941 по 1944 год американским ученым и исследователем Гаральдом Рансбургом. Прежде чем запатентовать свое изобретение, и уже после патентования первых его версий, Рансбург много экспериментировал в лаборатории, доводя до совершенства придуманный им метод электростатического нанесения краски.
И вот, в 1951 году изобретателем был получен патент US 2697411 на устройство для нанесения краски путем электростатического напыления, которое и стало прототипом современных инструментов. В те же годы Гаральдом была создана фирма Ransburg, которая и по сей день занимается производством и совершенствованием оборудования для электростатической окраски.
Принципиально метод состоит в следующем. Жидкий лакокрасочный материал распыляется, как обычно, краскопультом, но с одним дополнительным условием. При прохождении через краскопульт, краска заряжается, соприкасаясь со специальным электродом возле сопла краскопульта, до высокого отрицательного напряжения, уровень которого достигает 100000 вольт.
После выхода из сопла, отрицательно заряженные частички краски устремляются по направлению силовых линий электростатического поля к заземленному изделию, которое необходимо покрасить. То есть высокое напряжение оказывается приложено между краскопультом и окрашиваемым изделием.
Распыление краски осуществляется благодаря сжатому воздуху, то есть пневматическим методом, либо безвоздушным распылением, когда краска под давлением устремляется через щель сопла. Это две традиционные разновидности распыления при электростатическом нанесении краски. Бывают еще комбинированные системы.
Далее одноименно заряженные частички краски, вылетев из сопла, взаимно отталкиваются в соответствии с законом электростатики, формируя естественным образом окрасочный факел. Факел частиц устремляется силами электростатического притяжения в сторону заземленной детали, и частицы, двигаясь вдоль линий напряженности электростатического поля равномерно покрывают деталь. Как таковой эффект тумана краски отсутствует, а коэффициент переноса лакокрасочного материала на изделие достигает 98%.

Данный метод нанесения позволяет сильно экономить лакокрасочный материал, и вообще значительно ускоряет процесс окрашивания. При окрашивании больших изделий, таких как трубы, обычным способом, их нужно было бы переворачивать в процессе окраски несколько раз, чтобы краска легла бы равномерно и со всех сторон.
Но при электростатическом нанесении это уже лишнее, ибо заряженные частички краски сами движутся по линиям электрического поля, огибают изделие со всех сторон, и достаточно одного прохода краскопультом для получения требуемого качественного результата.

Электростатические распылители бывают разными, но есть у них и кое-что общее с традиционными краскопультами. В первую очередь — одинаков принцип проводящих краску каналов. Отличие же заключается в наличии у одних и в отсутствии у других электрода для зарядки лакокрасочного материала, а также высоковольтного блока, обеспечивающего системе необходимое рабочее напряжение.
Корпус электростатического краскопульта, в отличие от обычного, выполнен не из стали и не из алюминия, а из комбинированного пластика, содержащего как проводящие, так и изолирующие части, чтобы рабочий был максимально защищен от случайного поражения током.
Высоковольтная система электростатического краскопульта по своему исполнению может быть классической или каскадной. Классическая схема подразумевает подачу высокого напряжения по кабелю от источника (трансформатора высокого напряжения) к пистолету. Это делает инструмент легким и привносит простоту в его использование, поскольку электроника в корпусе отсутствует.
Имеет место обязательная защита от короткого замыкания. Такой распылитель стоит дешевле и проще ремонтируется. Недостаток классической схемы — нестабильное напряжение на электроде, отсутствие выключателя на распылителе.
Каскадная схема предполагает наличие встроенного в инструмент (непосредственно в распылитель) преобразователя напряжения. На пистолет подается 12 вольт постоянного тока через низковольтный кабель, и внутри инструмента уже напряжение повышается до приемлемого для работы уровня.
Достоинства каскадной схемы неоспоримы: стабильное напряжение, равномерность зарядки, возможность регулировки напряжения на инструменте, наличие выключателя под рукой. Недостатки — больший вес и более высокая стоимость.

Электростатические системы окраски подразделяются на автоматические и ручные. И те и другие могут быть, как отмечалось выше, безвоздушными, комбинированными или пневматическими. Кроме того, автоматические бывают еще дисковыми высокооборотными, а ручные — чашечными низкооборотными. Об этом и поговорим далее.
В обычном случае распыление происходит как и в традиционных краскопультах, – безвоздушные, комбинированные и пневматические распылители электростатического типа так и работают на начальной стадии, но дают экономию краски и высокий коэффициент переноса — до 90% – благодаря действию электростатических сил.
Но у чашечных и дисковых распылителей все происходит несколько иначе: распыление здесь получается благодаря центробежным силам, когда диск или чашка вращаются на распылителе. Вращение развивается путем действия сжатого воздуха на чашку или диск, а нанесение — действием электростатики. Так достигается перенос до 98% лакокрасочного материала.
Ручные низкооборотные распылители чашечного типа имеют скорость вращения чашки всего 600 оборотов в минуту, и хотя дают 98% переноса краски, не нашли особо широкого применения на крупных промышленных производствах, поскольку производительность их низка, максимум 200 миллилитров краски в минуту.
Тем не менее, на малых производствах, особенно при окраске металлических решеток, ручные чашечные электростатические распылители пользуются заслуженной популярностью в силу своей экономичности и эффективности.
Автоматические же дисковые высокооборотные краскораспылители, с поддувом сжатым воздухом по периферии факела для его сужения, имеют скорость вращения диска до 60000 оборотов в минуту, и обладают значительно более высокой производительностью при высокой эффективности переноса (до 90%). Такие электростатические распылители широко применяются в промышленности, например при окраске кузовных деталей автомобилей, бытовой техники, металлоконструкций типа мебели и т. д.
Имеет электростатический метод окраски и свои отличительные нюансы. Во-первых, это работа под высоким напряжением. Безусловно, преимущество в переносе до 98% материала крайне важно, но есть здесь и традиционные ограничения.
Лакокрасочный материал должен обладать определенным минимальным сопротивлением, чтобы он мог достаточно зарядиться, пройдя возле высоковольтного электрода, иначе качество окраски снизится, например наличие металлической пудры в составе эмалей не лучшим образом сказывается на качестве окраски.
Разбавленные водой материалы опасны короткими замыканиями. Между тем, современное оборудование не стоит на месте, совершенствуется, и данные ограничения уже не являются непреодолимыми препятствиями для окраски.
Отдельно стоит сказать а свойствах окрашиваемых поверхностей. Непроводящие материалы, такие как дерево, пластик или резина, окрасить просто так не удастся, нужны дополнительные предварительные работы. Прежде наносят токопроводящий грунт или увлажняют материал, затем наносят краску электростатическим методом.
Форма окрашиваемого предмета также очень важна. Поскольку частички краски, заряженные, и движущиеся по линиям поля, устремляются к изделию прежде всего в направлении наиболее заряженных его участков, то впадины или карманы прокрасить не удастся, ведь электрического поля в них почти не будет, сработает эффект клетки Фарадея. Острые же выступы — напротив, окрасятся лучше всего, поскольку напряженность электрического поля вблизи них будет наибольшей.
Тем не менее, есть выход. Карманы и впадины окрасить можно, для этого просто отключают высокое напряжение, и производят окраску как обычным пневматическим или безвоздушным краскопультом. Все эти нюансы важно учитывать.
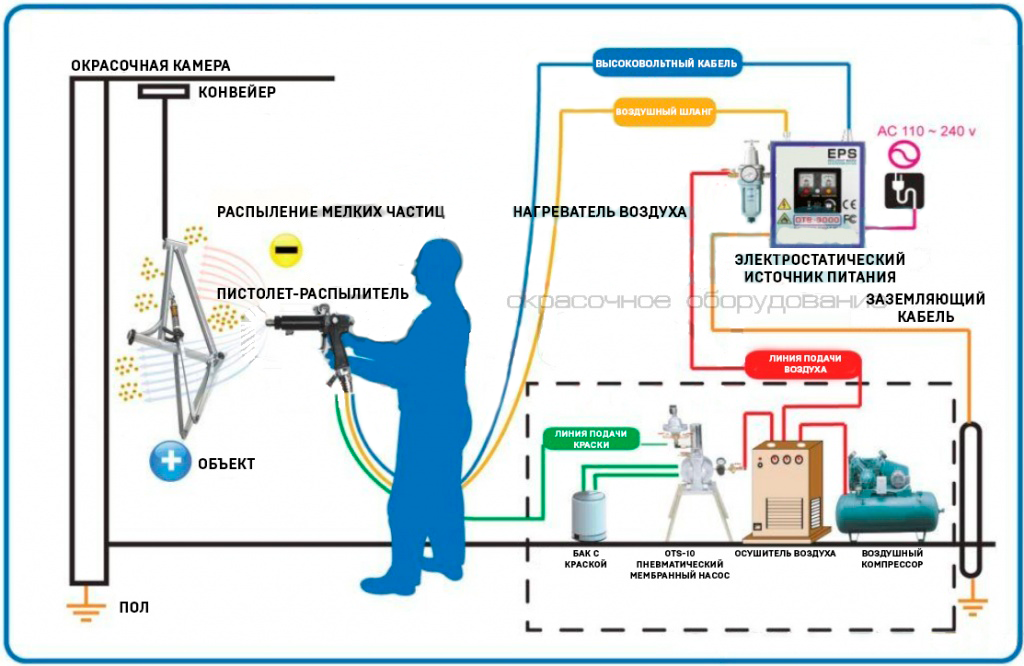
Установки для окраски электростатическим способом состоят из следующих частей: краскопульт, источник высокого напряжения, шланги различного назначения (для воздуха и для краски), кабель питания, заземляющий кабель, насос, бак.
Установка перед началом работы обязательно надежно заземляется. В качестве источника высокого напряжения может использоваться как электрическая сеть, так и другой источник питания, в частности — мобильный пневмогенератор постоянного напряжения для автономной работы установки в условиях отсутствия обычной сети.

Стоит отметить, что технология электростатической окраски, со времен изобретения Рансбургом его первого электростатического краскораспылителя, непрерывно совершенствуется на протяжении десятилетий. И на сегодняшний день именно электростатическая окраска заслуженно занимает место самой экономичной технологии нанесения лакокрасочных материалов, при которой достигается максимальный перенос краски на изделие.
Количество отходов снижено здесь до минимума, поэтому как при мелкосерийном производстве, так и на крупных промышленных предприятиях, на заводах, электростатическая окраска пользуется сегодня большим успехом.
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Подписывайтесь на наш канал в Telegram!
Просто пройдите по ссылке и подключитесь к каналу.
Не пропустите обновления, подпишитесь на наши соцсети:
Электростатическая покраска – особенности процесса
 Электростатическая покраска – особенности процесса
Электростатическая покраска – особенности процесса
Электростатическая покраска является технологией, когда на поверхность наносят краску с применением сил взаимодействия между точечными неподвижными электрическими зарядами (кулоновская сила). Лакокрасочный материал (чаще всего они сделаны на базе воды, но есть и варианты с органическим растворителем) наносят посредством специального покрасочного пистолета.
Впервые распылитель электростатического типа был применен в 1941 году таким американским изобретателем, как Г. Рансбург. Метод будет подразумевать применение электрических полей, по которым проводится передвижение заряженных частиц лакокрасочного материала. Жидкая краска начинает вступать во взаимодействие с электродом, который расположен в пистолете, и в результате этого краске будет передан высоковольтный заряд отрицательного типа (от 60 до 100 кВт).
Заряженные частицы, выходя из сопла краскопульта, будут направляться по линиям поля (электростатического) к изделию, которое заземлено, и на которое наносят лакокрасочный материал.
Технология процесса
Факел для окрашивания появляется благодаря обоюдному отталкиванию заряженных частиц от лакокрасочного материала. Важным отличием такой технологии от остальных методов будет отсутствие необходимости в красочном тумане, потому что частицы направляются по линиям, которые заданы ранее. Коэффициент переноса лакокрасочного материала колеблется от 70% до 95%. Показатель переноса будет зависеть от проводимости прокрашенного материала, формы изделия и остальных косвенных факторов. Электростатический метод дает возможность сократить расход лакокрасочного материала, а сам процесс окрашивания проводится куда проще.
При окрашивании металлических труб стандартным методом требуется несколько раз переворачивать изделия. В случае с пистолетом электростатического типа деталь нет необходимости поворачивать, потому что заряженные частички направляются по силовым линиям, а еще легко будут огибать препятствия. Окрашивание проводят достаточно равномерно, потому что на уже обработанном месте лакокрасочный материал будет отталкивать излишки поступающего материала.
Подробности
Виды распыления
Используют два вида распыления электростатического вида – каскадное и классическое. Кстати, последнее предполагает, что по высоковольтным кабелям на электростатический краскопульт поступает постоянный ток с высоким напряжением. Классическая схема имеет множество существенных недостатков. Прежде всего, будет идти речь про нестабильность напряжения в пистолетном электроде. Более того, окрашивать очень даже непросто, потому что большой кабель будет стеснять действия, а для того, чтобы отключать электропитание требуется всякий раз добираться к трансформатору.
В каскадном методе высокое напряжение формируется не извне, а в самом пистолете. К нему по низковольтному кабелю направляют напряжение лишь в 12 В, а уже внутри устройства будет происходить генерация высокой степени напряжения. Преобразование осуществляется на краскопультном каскаде. Используемый кабель гибкий и тонкий, за счет чего проводить работы с ним крайне удобно.
Каскадный метод дает возможность отключать поступление электричества вне зависимости от генератора, а еще контролировать уровень напряжения, и подбирая подходящий для того или другого типа материала. Само напряжение будет отличаться высокой степенью стабильности, что дает возможность существенно сократить расход лакокрасочного материала. Главным недостатком каскадного распыления будет высокая цена за оборудование. Но затраты быстро способны окупаться за счет экономичности такой технологии.
Электростатическое распыления имеет определенные ограничения, которые диктуются такими обстоятельствами:
 Свойства лакокрасочного материала. Речь идет про жидкую электростатическую покраску. Чтобы краска правильно заряжалась на электроде, требуется сопротивления на уровне не менее, чем 30 кОм. В обратном же случае эффективность окрашивания в электростатическом поле будет радикально сокращена. В роли примера лакокрасочного материала с малым уровнем сопротивления можно приводить составы с большими добавками металлической пудры (к ним относятся эмали вида «металлик»). До последних лет электростатическое окрашивание не применялось при нанесении красок водорастворимого вида, потому что был большой риск короткого замыкания по причине электрической проводимости жидкостей. Последние модели от оборудования для окрашивания электростатического типа дают возможность работать с водорастворимыми лакокрасочными материалами.
Свойства лакокрасочного материала. Речь идет про жидкую электростатическую покраску. Чтобы краска правильно заряжалась на электроде, требуется сопротивления на уровне не менее, чем 30 кОм. В обратном же случае эффективность окрашивания в электростатическом поле будет радикально сокращена. В роли примера лакокрасочного материала с малым уровнем сопротивления можно приводить составы с большими добавками металлической пудры (к ним относятся эмали вида «металлик»). До последних лет электростатическое окрашивание не применялось при нанесении красок водорастворимого вида, потому что был большой риск короткого замыкания по причине электрической проводимости жидкостей. Последние модели от оборудования для окрашивания электростатического типа дают возможность работать с водорастворимыми лакокрасочными материалами.- Свойства материалов. Изделия, которые не проводят ток, такие как древесины и пластик, окрашивать достаточно трудно. Облегчить процесс получится лишь при особых токопроводящих грунтовок (в случае, если речь идет о пластике) или увлажнения (для дерева).
- Формой обрабатываемых деталей. Как было сказано ранее, электростатический способ дает возможность окрашивать разные по форме изделия, но в замкнутом токопроводящей контуре напряжение поля электростатического типа будет равно нулю. По этой причине в глубоких выемках нет электрического полы, из-за чего на подобные участки не будут попадать частицы лакокрасочного материала. Более того, не попадая в различные впадины, краска будет концентрироваться на остальных участках (к примеру, на кромках), и это будет приводить к образованию очень толстого слоя покрытия. Чтобы не было таких проблем (часто их называют контуром Фарадея), окраска труднодоступны мест проводится посредством простого краскопульта – безвоздушным или даже пневматическим.
Рассмотрим устройство для окрашивания. Краскопульт «Stаr 3001»
В роли примера следует разобрать краскораспылитель Стар 3001. В таком аппарате используется каскадный метод образования высоко напряжения. Делают и механические, и даже автоматические методы усовершенствования оборудования. Обе модели способны работать и с безвоздушным распылением, и со смесью воздушного типа. Для водорастворимых лакокрасочных материалов и для красок, сделанных на базе растворителя еще существуют отдельные модификации. Каждая модель, в зависимости от назначения, может сильно отличаться по материалам, в ней применяемым, а еще иметь свои конструктивные особенности.

Получается так, что ассортимент оборудования невероятно широкий, и потому перед покупкой требуется определиться с тем, как именно будет применен электростатический пистолет. Аппарат 3001 требуется для работы с лакокрасочными материалами на водной основе. Это будет обозначать защищенность устройства от коротких замыканий, потому что конструкция сделана из особого материала. А вот для работ с растворителями органического типа Стар 3001 не подойдет, и потому требуется найти модификацию, корпус которой инертный по отношению к различным растворителям.
Проблемы с контуром Фарадея в распылителе такой модели решается отключением электрического питания. Если отсутствует питание, лакокрасочный материал распыляется лишь под воздействием давления. Клавиши управления напряжением расположены прямо на корпусе краскопульта, и это весьма удобно. Более того, давление можно даже контролировать собственноручно – достаточно нажимать на курок. Пистолет еще оснащен памятью, за счет чего поддерживается до 3-х вариантов электростатического поля на каждый тип лакокрасочного материала. Немаловажным параметром любого используемого лакокрасочного материала будет электрическая сопротивляемость. Вместе с устройством в комплекте поставляется зонд, который тестирует лакокрасочный материал на сопротивляемость, и тем самым это обеспечивает самый лучший показатель для электростатического поля.
Несмотря на техническое оснащение, то такой пистолет для электростатической покраски отличается удобством обслуживания. Корпус можно легко разобрать, а после этого все механизмы доступны визуальному наблюдению. При поломке заменить можно любые элементы пистолета. Это обстоятельство дает возможность упрощать ремонтные работы, а еще удешевить их. Следует отметить, что устройство к тому же весит всего 0.9 кг, и за счет легковесности, работать с ним будет физически несложно, а за счет эргономичной рукояткой будет удобно. Для промышленного использования разработана такая модификация, как «LАRIUS 2 Раint Sуstеms». В этой системе используют двойную диафрагма, за счет которой лакокрасочный материал нагнетается под небольшим давлением.
Использование технологии в России
Технология покраски электростатического типа характеризуется большим количеством достоинств. Но в российских условиях использование такого вида распыления пока не нашло массового использования. Основной причиной в отсутствии достаточного числа квалифицированных специалистов. Само по себе оборудование достаточно сложно, им нужно иметь пользоваться, и в обратном случае вместо напыления электростатического типа краска будет распыляться стандартным методом, что не даст планируемого эффекта. Еще одной проблемой в российский условиях будет поиск лакокрасочный материалов с требуемым уровнем электрической проводимости.
Если показатель будет отличаться от заданного, его можно использовать, но в любом случае не обойтись без исходной информации. При этом выяснять уровень электрической проводимости часто не получается ни у продавцов, ни у компаний-изготовитель. В результате этого единственным выходом будет покупка лакокрасочных материалов западного производства, которые куда дороже отечественных аналогов. Еще одним важным фактором будет обеспечение качественного заземления. В большинстве случаев такое условие должным образом не выполняется. При отсутствии заземления маляр будет окрашивать не просто поверхность, но самого себя.
Обратите внимание, что требуется сказать про одно популярное заблуждение – большинство маляров считают, что чем больше факел, тем скорее будет обработана поверхность. Но на практике все совсем не так, и увеличение факела лишь делает электростатический аппарат в простой краскопульт.
Окрашивание электростатического типа, естественно, имеет огромные перспективы использования. В продаже есть требуемое оборудование, а технология является прекрасно изученной. Но для большего распространения нанесению лакокрасочного материала таким методом требуется специально обучаться, а после проверять знания на практике.
Аппарат для электростатической покраски своими руками
Технология
Впервые электростатический распылитель был использован в 1941 году американским изобретателем Г. Рансбургом. Методика подразумевала использование электрических полей, по которым передвигаются заряженные частицы краски. Жидкий лакокрасочный материл вступает во взаимодействие с электродом, расположенным в пистолете, в результате чего краске передается высоковольтный отрицательный заряд (60-100 кВт). Заряженные частицы, выйдя из сопла краскопульта, направляются по линиям электростатического поля к заземленному изделию, на которое наносится ЛКМ.

Окрасочный факел возникает благодаря обоюдному отталкиванию заряженных частиц лакокрасочного материала. Важное отличие данной технологии от других методов состоит в отсутствии необходимости в красочном тумане, так как частицы направляются по заданным линиям. Коэффициент переноса краски может колебаться от 70 до 98 процентов. Показатель переноса зависит от проводимости окрашиваемого материала, формы изделия и других косвенных факторов.
Электростатический способ позволяет сократить расход ЛКМ, а сам процесс покраски делает проще. При окрашивании металлических труб традиционным способом нужно несколько раз переворачивать изделие. В случае же с электростатическим пистолетом деталь поворачивать нет необходимости, так как заряженные частицы направляются по силовым линиям и легко огибают препятствия. Окрашивание осуществляется очень равномерно, поскольку на уже обработанном месте краска отталкивает излишки поступающего материала.






Типы распыления
Применяются два вида электростатического распыления — классическое и каскадное. Классика предполагает, что по высоковольтному кабелю на электростатический краскопульт поступает постоянный ток под высоким напряжением. Классическая схема имеет ряд существенных недостатков. Прежде всего, речь идет о нестабильности напряжения в пистолетном электроде. Кроме того, красить достаточно неудобно, так большой кабель стесняет в действиях, а для отключения электропитания нужно всякий раз добираться до трансформатора.
В каскадной методике высокое напряжение формируется не вовне, а в самом пистолете. К пистолету по низковольтному кабелю направляется напряжение всего лишь в 12 В, а уже внутри устройства происходит генерация высокого напряжения. Преобразование осуществляется на каскаде краскопульта. Применяемый кабель тонок и гибок, благодаря чему работать с ним очень удобно.

Каскадный способ позволяет отключать поступление электричества независимо от генератора, а также контролировать уровень напряжения, выбирая подходящий для того или иного вида материала. Само напряжение отличается высокой стабильностью, что позволяет существенно сократить расход ЛКМ. Главный недостаток каскадного распыления — высокая стоимость оборудования. Однако затраты быстро окупаются за счет экономичности данной технологии.
Электростатическое распыление имеет некоторые ограничения, диктуемые следующими обстоятельствами:
- Свойствами лакокрасочного материала. Чтобы краска правильно заряжалась на электроде, необходимо сопротивление на уровне не меньше 30 кОм. В противном случае эффективность покраски в электростатическом поле радикально сокращается. В качестве примера лакокрасочного материла с низким уровнем сопротивления можно привести составы со значительными добавками металлической пудры (к таковым относятся эмали типа «металлик»). До последнего времени электростатическое окрашивание не использовалось при нанесении водорастворимых красок, так как существовал высокий риск коротких замыканий по причине электропроводимости жидкости. Последние модели оборудования для электростатического окрашивания позволяют работать с водорастворимыми ЛКМ.
- Свойствами материала. Не проводящие ток изделия, такие как пластик и древесина, окрашивать сложно. Облегчить процесс можно при помощи специальных токопроводящих грунтов (в случае с пластиком) или увлажнения (для древесины).
- Формой окрашиваемой детали. Как было сказано выше, электростатический метод позволяет окрашивать изделия разных форм, однако в замкнутом токопроводящем контуре напряжение электростатического поля равняется нулю. Поэтому в глубоких выемках отсутствует электрическое поле, из-за чего на такие участки не попадают частицы лакокрасочного материала. Более того, не попадая во всевозможные впадины, краска концентрируется на других участках (например, на кромках), что приводит образованию слишком толстого слоя покрытия. Чтобы избежать подобных проблем (их называют контуром Фарадея), окрашивание труднодоступных мест осуществляется обычным краскопультом — безвоздушным или пневматическим.
Устройство и виды электростатических краскораспылителей
Различают два типа высоковольтных систем электростатических краскораспылителей: классическую и каскадную. Рассмотрим их подробнее.
В каскадных (встроенных) высоковольтных системах высокое напряжение постоянного тока генерируется на специальном каскадном трансформаторе, встроенном в краскораспылитель. При этом напряжение 12 V постоянного тока подается на краскораспылитель при помощи низковольтного кабеля, а затем преобразуется на каскаде в высокое напряжение постоянного тока.
К достоинствам краскораспылителей с каскадной высоковольтной технологией относятся:
Электростатические краскораспылители можно разделить на ручные и автоматические, которые, в свою очередь, можно классифицировать, как это показано в таблице 1.
Как уже упоминалось выше, первичное распыление ЛКМ в случае пневматических, комбинированных и безвоздушных электростатических краскораспылителей происходит точно также, как и в соответствующих традиционных краскораспылителях, поэтому они находят схожие области применения, а наличие электростатического поля позволяет повысить коэффициент переноса материала до 70-90 %.
Совсем иначе выглядит процесс нанесения ЛКМ с помощью чашечных и дисковых электростатических краскораспылителей: в этом случае заряженный ЛКМ распыляется исключительно под воздействием центробежных сил, которые возникают при вращении с высокой скоростью чашки или диска, расположенных на краскораспылителе и приводимых в движение сжатым воздухом, а затем переносится на изделие исключительно силой электростатического поля, что гарантирует перенос материала до 90-98 %.
Следует отметить, что ручные чашечные низкооборотные краскораспылители (скорость вращения чашки – до 600 об/мин.), несмотря на максимальный для всех способов распыления коэффициент переноса материала, достигающий 95-98 %, не нашли применения в условиях серийного и массового производства в силу низкой
Краскопульт «Star 3001»
В качестве примера разберем краскораспылитель «Star 3001». В данном аппарате применяется каскадный способ образования высокого напряжения. Изготавливаются как механические, так и автоматические модификации оборудования. Обе модели могут работать как с безвоздушным распылением, так и с воздушной смесью.

Для водорастворимых ЛКМ и для красок на базе растворителя также существуют отдельные модификации. Каждая модель, в зависимости от ее предназначения, может значительно отличаться по используемым в ней материалам, а также иметь свои конструктивные особенности.
Таким образом, ассортимент оборудования широк, поэтому перед покупкой нужно определиться с тем, как будет использоваться электростатический пистолет. Аппарат «Star 3001» предназначен для работы с ЛКМ на водной основе. Это означает защищенность устройства от короткого замыкания, поскольку конструкция произведена из специального материала. А вот для работы с органическим растворителем «Star 3001» не подходит, поэтому нужно поискать модификацию, корпус которой инертен по отношению к растворителям.
Проблема с контуром Фарадея в распылителе данной модели решается отключением электропитания. При отсутствии питания ЛКМ распыляется только под воздействием давления. Клавиша управления напряжением располагается прямо на корпусе краскопульта, что очень удобно. Кроме того, давление можно контролировать своими руками — достаточно нажать на курок. Пистолет также оснащен памятью, благодаря чему поддерживается до трех вариантов электростатического поля на каждый вид краски.
Немаловажный параметр любого применяемого лакокрасочного материала — электрическая сопротивляемость. Вместе с аппаратом «Star 3001» поставляется зонд, который тестирует ЛКМ на сопротивляемость, тем самым обеспечивая наилучший показатель для электростатического поля.

Несмотря на техническую оснащенность, такой краскораспылитель отличается простотой обслуживания. Корпус легко разбирается, после чего все механизмы доступны визуальному наблюдению. В случае поломки замене подлежат любые детали пистолета. Это обстоятельство позволяет упростить ремонтные работы, а также удешевить их.
Следует отметить малый вес устройства — всего 900 граммов. Благодаря легковесности, работать с аппаратом физически не тяжело, а за счет эргономичной рукоятки еще и удобно.
Для промышленного применения разработана модификация «LARIUS 2 Paint Systems». В такой системе применяется двойная диафрагма, за счет которой краска нагнетается под малым давлением.







Окрасочные установки для нанесения ЛКМ в электростатическом поле
В состав установки для электростатической окраски, как правило, входят краскораспылитель, источник высокого напряжения, воздушные и материальные шланги, питающий кабель, кабели заземления, оборудование во взрывозащищенном исполнении для подачи ЛКМ на краскораспылитель (диафрагменный или поршневой насос, красконагнетательный бак), причем наличие в системе электрического тока высокого напряжения обязывает строго соблюдать правила техники безопасности и тщательно заземлять основные элементы установки.
В случае работы вне помещения, например, при окраске крупногабаритных металлоконструкций вместо источника высокого напряжения используется мобильный пневматический генератор электрического тока постоянного напряжения, который позволяет работать автономно от сетей электропитания.
Заключение
Применение технологии в России
Технология электростатической покраски характеризуется множеством достоинств. Однако в российских условиях применение электростатического распыления пока не нашло массового применения. Основная причина в отсутствии достаточного количества квалифицированных специалистов. Само по себе оборудование отличается сложным устройством, им надо уметь пользоваться, в противном случае вместо электростатического напыления краска будет распыляться обычным образом, что не даст планируемого эффекта.
Еще одна сложность — поиск ЛКМ с нужным уровнем электропроводности. Если показатель будет отличаться от заданного, его можно поменять, но в любом случае без исходной информации не обойтись. При этом выяснить уровень электропроводности зачастую невозможно ни у продавцов, ни у производителей. В результате единственный выход — покупка ЛКМ западного производства, которые существенно дороже отечественных образцов.
Следующий важный фактор — обеспечение качественного заземления. В большинстве случаев это условие должным образом не выполняется. При отсутствии же заземления маляр будет красить не только поверхность, но и самого себя.
Также следует сказать об одном популярном заблуждении: многие маляры считают, что чем больше факел, тем быстрее будет окрашена поверхность. Однако на практике все не так, и увеличение факела лишь превращает электростатический аппарат в обычный краскопульт.
Электростатическая окраска, безусловно, имеет большие перспективы применения. В продаже имеется необходимое оборудование, а технология является хорошо изученной. Однако для большего распространения нанесению краски электростатическим способом нужно специально обучаться, а затем проверять знания на практике.
Метод электростатической окраски


Электростатическое напыление становится все более популярным не только благодаря эстетике и прочности получаемого покрытия, но и в силу удобства нанесения.
Электростатическая окраска – это метод, который позволяет создавать на металлических поверхностях равномерный защитно-декоративный слой. Он является одним из наиболее экономичных относительно расхода ЛКИ и отличается минимальными временными затратами на полный цикл обработки. Попробуем разобраться как это работает и какие при этом используются инструменты.
Суть метода
Если лакокрасочному материалу придать отрицательный заряд с большим вольтажом порядка 60 – 100 тысяч вольт, распыляемые частицы начнут притягиваться к обрабатываемому изделию, которое предварительно заземляют. Возникающие между окрашиваемой поверхностью и электродом силовые линии не позволяют материалу отклоняться от траектории, что исключает образование лакокрасочного тумана и значительно снижает потери: на изделие попадает от 80 до 98 процентов материала.
Чтобы обеспечить поступательную подачу, поток из капель жидкости или гранул порошка разгоняется сжатым воздухом. Воздействие на ЛКМ гидростатического давления и силы электростатического отталкивания между частицами краски формирует окрасочный факел.
Двигаясь по изогнутым линиям поля воздушно-красочная смесь огибает изделие вытянутой формы, напыляясь и с обратной стороны, что позволяет проводить окраску в один проход для труб, уголков и другой схожей прокатной продукции.
Электростатические распылители
Установки, непосредственно наносящие краску на изделия, состоят из трех базовых элементов:
- корпуса;
- распылительной головки;
- защитного кожуха.
Практически все элементы изготовлены из изолирующего пластика, а для электрической подсистемы используются токопроводящие пластики. Выбор материала обусловлен необходимостью обезопасить оператора от поражения электрическим током.
Для подачи сжатого воздуха, лакокрасочного материала и напряжения используются отдельные каналы.
Электростатические распылители отличаются заметным разнообразием. Так только ручных пистолетов существуют два типа конструкции:
- классическая;
- каскадная.
Первый вариант представляет собой аппарат, к которому по традиционной схеме подводятся как каналы подачи воздуха и материала, так и кабель высокого напряжения. Все регулировки скорости и интенсивности подачи краски вынесены: оператору приходится прерывать процесс, возвращаться к пульту, чтобы внести нужные изменения.
Наличием органов управления на собственном корпусе выгодно отличаются пистолеты, выполненные по каскадной схеме. 12 вольтовое питание в такой инструмент поступает по низковольтному кабелю, а высокое напряжение формирует встроенный трансформатор. Такие устройства имеют еще одно важное преимущество – стабильность напряжения, обеспечивающую равномерность получения заряда всем материалом.
Классические компоновки значительно дешевле, как правило имеют встроенную защиту от короткого замыкания и очень просто ремонтируются. Каскадные – из-за наличия трансформатора отличаются не только высокой стоимостью, но и сравнительно большим весом, что осложняет рабочий процесс.
По способу передачи ускорения частицам ЛКМ электростатические распылители делят на:
- пневматические;
- комбинированные;
- безвоздушные;
- чашечные;
- дисковые.
Первые три вида принципиально не отличаются, разница касается величины используемого давления, диаметра сопла и общего функционала. Поэтому сценарии применения у пистолетов этих конструкций схожие, как и процент переноса краски: для большинства устройств этот параметр находится в диапазоне от 70 до 90.
Для чашечных и дисковых электростатических распылителей, которые также называют электромеханическими, характерен другой принцип: частицы ЛКМ приобретают ускорение посредством центробежной силы. Чашечные аппараты преимущественно ручные, обладают невысокой скоростью вращения привода – 600 оборотов/мин, отличаются наивысшим коэффициентом переноса – не менее 95 процентов, но имеют невысокую производительность – до 200 мл/мин и годятся лишь для нишевого малосерийного производства.
Дисковые машины наоборот предлагают скорость вращения около 60 тысяч оборотов/мин и позволяют получить процент переноса не ниже 90. Такие аппараты устанавливаются на автоматизированных конвейерных линиях, например, для окраски корпусов и деталей автомобилей.
Какую использовать краску
Не каждый вид ЛКМ можно нанести электростатическим методом. Материал должен иметь низкий уровень электрического сопротивления, не ниже 30 кОм, иначе рассчитывать на эффективность окраски в электростатическом поле не приходится. В качестве образца подходящих красок можно привести составы с добавками металлической пудры, например, эмали вида “Металлик”.
Новейшее оборудование для электростатической покраски теперь позволяет использовать водорастворимые краски, которые ранее применять было запрещено из-за риска короткого замыкания. Однако прежде чем использовать такие ЛКМ стоит убедиться в том, что оборудование действительно поддерживает эту опцию: такие установки ощутимо отличаются от обычных электростатических как по используемым материалам, так и по конструкции.
Стоит также отметить отдельную группу токопроводящих грунтов, которые необходимы, чтобы нанести краску электростатическим способом на неэлектропроводные поверхности: дерево и пластик. Если при обработке деревянных изделий можно обойтись банальным смачиванием водой, то пластику подобный промежуточный слой просто необходим. Приобретая электропроводные составы следует убедиться, что производитель предусмотрел возможность использования в данном качестве.
Системы нанесения порошковой краски
Электростатические распылители подключают к специальному оборудованию, которое включает:
- канал транспортировки ЛКМ;
- шланг подачи сжатого воздуха;
- кабели электропитания и заземления;
- насос и красконагнетательный бак во взрывозащищенном исполнении;
- источник электрического тока (для работы вне помещения используют мобильный генератор постоянного напряжения);
- блок управления, позволяющий регулировать отдельные составляющие процесса.
К оборудованию предъявляются особые требования по соблюдению правил техники безопасности, ввиду наличия контура тока высокого напряжения. Все элементы системы, в том числе красконагнетательный бак, должны иметь надежное заземление.
Метод электростатического напыления является наиболее передовым и гарантирует максимальную экономию применяемых лакокрасочных материалов и по причине минимизации потерь краски, и в силу возможности создания очень тонкого слоя покрытия. На профильном рынке представлен большой ассортимент установок, из которого можно выбрать подходящую под конкретные запросы: и для мелкосерийного и для промышленного производств. Технология появившаяся полвека назад в настоящее время доведена до совершенства и получила большое распространение. Приобретая установку для покраски электростатическим способом стоит не забывать и о важности создания надлежащих условий нанесения. Только комплексный подход позволит добиться качественного результата.

Екатерина Сафронова Специалист отдела порошково-полимерных покрытий SPK GROUP




