Обзор методов оксидирования стали
Обзор методов оксидирования стали
Метод оксидирования стали представляет собой действия, направленные на образование на поверхности металла оксидной пленки. Задача оксидирования в создании покрытий, которые будут нести декоративную и защитную функции. Кроме того, с помощью оксидирования образуются диэлектрические покрытия на конструкциях из стали.

Особенности оксидирования
Существует несколько способов оксидирования:
- химический,
- плазменный,
- термический,
- электрохимический.
Химический способ
Химическое оксидирование означает обработку поверхностей специальными расплавами, нитратными, хроматовыми растворами, а также другими окислителями. В результате, удается повысить антикоррозийные качества металла. Такие мероприятия проводятся с использованием кислотных или щелочных составов.
Щелочное оксидирование осуществляется при температурах 30-180 градусов. Основной компонент составов — щелочи, а окислителей добавляется совсем немного. После процедуры детали промывают и высушивают. Иногда после оксидирования проводится промасливание.

Кислотное оксидирование проводится с применением нескольких кислот (ортофосфорная, соляная, азотная) и небольших количеств марганца. Температурный режим процесса — 30-100 градусов.
Химическое оксидирование перечисленных разновидностей дает возможность получить пленку неплохого качества. Хотя нужно заметить, что электрохимический способ позволяет получить изделия более высокого качества.
Холодное оксидирование (чернение) также относится к химической методике. Осуществляется окунанием детали в раствор с дальнейшей промывкой, сушкой и промасливанием. В результате, на поверхности образуется кристаллическая структура с наличием фосфатов и ионов. Особенностью технологии являются относительно низкая рабочая температура (15-25 градусов по Цельсию).
Достоинства чернения в сравнении с горячим оксидированием:
- детали лишь незначительно меняют свои размеры,
- более низкий уровень потребления энергии,
- высокий уровень безопасности,
- нет испарений,
- изделия имеют более равномерный цвет,
- методика позволяет оксидировать даже чугун.
Анодное оксидирование
Электрохимическое оксидирование (анодная методика) проводится в жидкой или твердой электролитной среде. Такой подход позволяет получить пленки высокой прочности таких видов:
- покрытия с тонким слоем (толщина — 0,1-0,4 мкм),
- устойчивые к износу электроизоляторы (толщина — 2-3 мкм),
- защитные покрытия (толщина 0,3-15 мкм),
- особые эмалевидные слои (эматаль-покрытия).
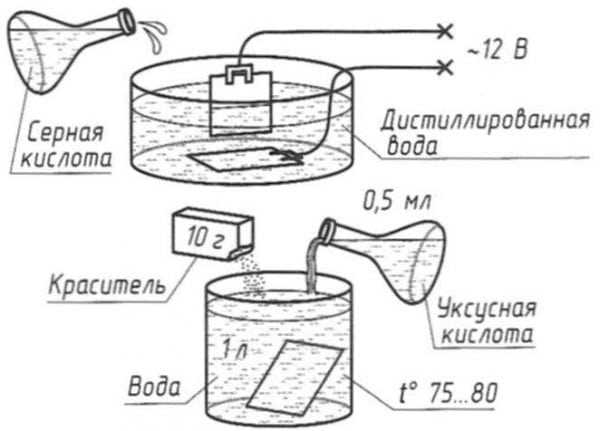 Схема анодирования алюминия
Схема анодирования алюминия
Анодирование поверхности окисляемой детали проводится на фоне положительного потенциала. Подобную обработку следует осуществлять, чтобы защитить части микросхем, а также создать на полупроводниках, стали, металлических сплавах диэлектрический слой.
Обратите внимание! В случае надобности, анодирование можно провести самостоятельно, однако необходимо четко придерживаться правил техники безопасности, поскольку в работе применяются агрессивные элементы.
Частный случай электрохимического оксидирования — микродуговое оксидирование. Методика дает возможность добиться уникальных декоративных свойств. Металл обретает дополнительную устойчивость к теплу и стойкость к коррозийным процессам.
 Схема микродугового оксидирования от источника питания
Схема микродугового оксидирования от источника питания
Микродуговой метод отличается применением импульсного или переменного тока в слабощелочной электролитной среде. Таким образом, удается получить толщину покрытий в районе 200-250 мкм. Готовое изделие после обработки становится схожим по внешнему виду с керамикой.
Микродуговое оксидирование можно осуществить и самостоятельно, однако понадобится соответствующее оборудование. Особенность процесса состоит в его безопасности для здоровья человека. Именно этот факт обуславливает все большую популярность методики среди домашних умельцев.
Особенности плазменного и термического процессов
Термическое оксидирование означает возникновение оксидной пленки в среде водяного пара или другой содержащей кислоту атмосфере. При этом процесс характеризуется высокой температурой.
Самостоятельно выполнить такую операцию не представляется возможным, поскольку понадобится специальная дорогостоящая печь, где металл разогревается до 350 градусов. Однако в данном случае речь идет о низколегированных сталях. В случае же среднелегированных и высоколегированных сталей, температура должна быть еще выше — в районе 700 градусов. Общая продолжительность оксидирования по термической методике — порядка одного часа.

Также не получится воспроизвести дома и плазменный процесс. Такое оксидирование осуществляется в низкотемпературной кислородосодержащей плазме. Сама плазменная среда возникает благодаря СВЧ и ВЧ разрядам. Иногда задействуется постоянный ток. Особенность технологии — высокое качество получаемой продукции. Поэтому плазменное оксидирование используется для создания качественных покрытий на особо ответственных изделиях, к числу которых относятся:
- поверхности из кремния,
- полупроводники,
- фотокатоды.
Самостоятельное оксидирование
Описываемый здесь способ создания защитного покрытия на изделиях из стали доступен каждому. Вначале деталь зачищается и полируется. Далее с поверхности нужно убрать окислы (произвести декапирование). Декапируют деталь в течение минуты с помощью 5%-ного раствора серной кислоты. После окунания, деталь нужно промыть в теплой воде и перейти к пассивированию (5-минутное кипячение в растворе литра обычной воды с разведенными в ней 50 граммами хозяйственного мыла). Таким образом, поверхность подготовлена к процедуре оксидирования.

Последовательность дальнейших действий:
- Берем емкость с эмалевым покрытием. Она не должна быть поцарапана, на ней не должно быть сколов.
- Наливаем в емкость литр воды и добавляем в нее 50 граммов едкого натра.
- Ставим емкость на огонь и нагреваем раствор примерно до 150 градусов.
Через 1,5 часа деталь можно извлекать — оксидирование закончено.
Защита титана и его сплавов
Как известно, титан отличается невысокой устойчивостью к износу. Оксидирование титана и сплавов на его основе повышает их антифрикционные качества, улучшает устойчивость металла к коррозии.

В результате нанесения защитного слоя, на металле образуются толстые оксидные пленки (в диапазоне 20-40 мкм), обладающие повышенными абсорбционными качествами.
Конструкции из сплавов титана обрабатывают при температуре 15-25 градусов в растворе, включающем 50 граммов серной кислоты. Плотность тока составляет 1-1,5 Ампера на квадратный дециметр. Длительность процедуры — 50-60 минут. Если плотность тока превышает 2 Ампера на квадратный дециметр, продолжительность процесса уменьшается до 30-40 минут.
Во время нанесения защитного слоя, первые 3-6 минут поддерживается рекомендованная плотность тока, а напряжение в это время увеличивается до 90-110 В. По достижению данного показателя, плотность тока снижается до 0,2 Ампера на квадратный дециметр. Продолжается оксидирование без регуляции тока. В ходе процесса электролит перемешивается. Используются катоды из свинца или стали.
Оксидирование — процесс, требующий глубокого знания химико-физических процессов и, как правило, дорогостоящего оборудования. Однако наиболее простая технология нанесения защитной пленки доступна каждому, достаточно выполнить несложную инструкцию, описанную в этой статье.
Обзор методов оксидирования стали: в общих чертах

Под оксидированием стали понимают процедуру создания на металлических поверхностях оксидной пленки. Данная операция проводится для образования декоративных и защитных покрытий, а также специальных диэлектрических слоев на стальных изделиях.
Методы обработки металла
Оксидирование металла осуществляется несколькими способами: химическим, плазменным, термическим и электрохимическим. Каждый из них имеет свои преимущества и особенности. Некоторые методы оксидирования стали требуют специальных условий и технологий, растворов с редкими составляющими.
Химический
Химическое оксидирование стали предполагает ее покрытие оксидирующим веществом. Обычно это расплав, нитратный раствор или специальный окислитель. Химический способ обработки материала позволяет сохранить высокую сопротивляемость к коррозии и ржавчине. Такое оксидирование предполагает особенности – работа осуществляется при низких и высоких температурах. В любом случае изделие опускают в раствор из окислителя и щелочи. Потом деталь моют, сушат и маслят.
Химическое оксидирование алюминия придает данному материалу разноцветную окраску. Такие же цветовые переливы получает и сталь.
Электрохимический
Электрохимическое оксидирование по-другому называют анодирование, так как проводится по методу электролизного принципа. По электрохимическому принципу сталь обрабатывается в жидких или твердых оксидных растворах.
Электрохимическим способом можно получить покрытие с тонким слоем, электроизоляторы, защитные покрытия, эмалевидные слои. В результате электрохимического способа покрытие на поверхности детали получается прочным и долговечным.
Существует и электрохимическая процедура – микродуговое оксидирование. Используется для придания металлу декоративных характеристик.

На видео: электрохимическое оксидирование в растворе щёлочи.
Термический
Термическое оксидирование происходит за счет формирования специальной атмосферы с кислотной средой. При термическом воздействии используется специальная печь с высокой температурой. Такую обработку нельзя выполнить самостоятельно, так как для сталей используется высокая температурная черта. В результате создается прочная пленка, которая долго держится. Термический метод считается самым простым и распространенным среди всех остальных.

Плазменный
Плазменному оксидированию нет аналогов. Оно не сравнимо с термическим оксидированием, хотя и присутствуют общие технологии обработки. Термическое оксидирование выполняется при высоких температурных режимах, а плазменное при низких. Однако что термическое оксидирование, что плазменное, производятся благодаря специальному оборудованию, то есть процедуры выполняются в печи. Для нержавеющей стали – это самый подходящий вариант обработки.
Достичь оптимального уровня защиты можно при использовании правильного оксидного вещества. Если технологии отделки будут выполнены в соответствии с инструкциями, то эксплуатационный период металла увеличится в несколько раз.

Оксидирование своими руками
Делать защитное покрытие в домашних условиях проще всего по старинному рецепту. Для этого стальной предмет следует очистить от всех видов загрязнений, протравить в слабом растворе кислоты. Любое оставшееся пятно будет препятствовать процессу оксидирования стали.
- Нагреть конструкционную сталь до 300 ⁰C. Легированные и углеродистые стали требуют более высоких температур. Чем больше легирующих элементов, тем сильнее следует греть.
- Опустить горячую заготовку в льняное масло на 8–18 минут.
- Для получения плотного слоя, надежно защищающего сталь от ржавчины, и создания изоляционного слоя, процедуру следует повторить 4–6 раз.
Каленые стали при нагреве до температуры выше 300 ⁰C могут отпуститься – стать мягче. Поэтому металл после закалки греют индуктором токами ТВЧ до 250–280 ⁰C. Если нет возможности нагреть только поверхность заготовки, температуру снижают до 220–250 °C, увеличив количество нагревов и погружений.
Льняное масло использовали в прошлые века. Сейчас его можно заменить веретенным, широко применяемым для закалки стали.
Оксидирование стали – интересный процесс. С его помощью можно самостоятельно защитить от коррозии небольшие изделия, крепеж в автомобиле и других устройствах.
Какой метод больше всего понравился нашим читателям и что они готовы применить на практике? Нам интересно ваше мнение.
Поиск записей с помощью фильтра:
Оксидирование в домашних условиях
Процедуру можно произвести и в домашних условиях, при этом качество покрытия ничем не будет уступать заводским или фабричным аналогам. Воронением может заняться любой человек, у которого есть в наличии щелочь и окислитель. С помощью таких компонентов производится самое элементарное химическое оксидирование.
Естественно, оксидированный в домашних условиях материал будет уступать своими защитными характеристиками, но значительно повысится его устойчивость в сравнении с первоначальными условиями. Кроме основных особенностей и эстетическая составляющая может значительно пострадать.

Алгоритм домашней обработки:
- Сначала поверхность изделия полируется. Нужно убрать все инородные проявления и налет. Очистка должна быть тщательной и равномерной.
- Производится декопирование с помощью раствора серной кислоты. Лучше использовать 5%-й состав. Изделие помещается в раствор на одну минуту.
- Необходимо вытащить деталь из кислоты и промыть ее в кипяченой, слегка теплой воде. Процедуру при необходимости проделать несколько раз.
- После производится пассирование. Деталь помещается в воду с небольшим количеством хозяйственного мыла. Прокипятить изделие в течение нескольких минут.
- В эмалированную посуду, которая не имеет никаких нарушений поверхности, заливается вода. Сюда добавляется примерно 50 грамм едкого натра.
- Аккуратно уложить изделие в емкость так, чтобы она была полностью покрыта раствором. Нагреть содержимое до 150 градусов. Кипячение производится около двух часов. Может потребоваться и больше времени. Все зависит от температуры нагрева. Только потом завершается процесс обработки.
- Далее нужно выложить изделие на ровную поверхность и дать ему остыть. Желательно ограничить площадь соприкосновения элемента с поверхностью. Если изделие поменяло цвет, то металл поддался воронению.

Оксидированные детали существенно изменяют внешний вид и характеристики. Такое воронение соответствует химическому типу покрытия, которое наносится в заводских условиях.
Суть и назначение технологии
В своей основе оксидирование стали имеет окислительно-восстановительную реакцию металла при его взаимодействии с кислородом воздуха, электролитом или специальными кислотно-щелочными растворами. В результате на поверхности детали образуется защитная пленка, повышающая технические характеристики металла:
- увеличивает твердость;
- снижает образование задиров;
- повышает способность деталей к прирабатыванию;
- увеличивает срок службы;
- создает декоративное покрытие.
Добавление в электролит растворов для окрашивания позволяет создавать изделия из металла с поверхностями разных цветов.
Покрытие оксидной пленкой применяют для различных материалов. В ювелирной промышленности и при создании бижутерии используют оксидирование многих металлов:
- серебра;
- алюминия;
- меди;
- титана;
- латуни;
- бронзы.
Сущность обработки – в увеличении прочности и придании дополнительной декоративности. Изделия из серебра хорошо держат форму. Это позволяет создавать украшения с острыми углами и тонким орнаментом. С помощью оксидов создается патина, имитирующая старину, и другие эффекты.

В зависимости от характеристик и свойств металла используют различные технологии создания сложных окислов на поверхности.
К положительным качествам оксидирования относится его распределение по поверхности тонкой пленкой в несколько микрон – тысячных долей миллиметра. При этом не меняются размеры деталей и посадочных мест сверху и на поверхности.
3 Тонкости термического и плазменного оксидирования
Термический процесс подразумевает, что оксидная пленка формируется на стали в атмосфере водяного пара либо иной кислородсодержащей среде при достаточно высоких температурах. В домашних условиях такую операцию не выполняют, так как она требует использования специальных печей, в которых железо либо низколегированные стали нагревают примерно до 350 градусов.

Если же речь идет об обработке средне- и высоколегированных сталей, температура в печи и вовсе должна равняться 650–700 градусам. Общая длительность термического оксидирования, как правило, составляет около часа.
Практически нереально выполнить в домашних условиях и плазменное оксидирование. Оно производится в низкотемпературной плазме, содержащей кислород. Плазменная среда при этом создается обычно посредством ВЧ- и СВЧ-разрядов, реже применяются разряды постоянного тока. Качество получаемых защитных пленок оксидов при плазменном процессе очень высокое. Поэтому его применяют для нанесения покрытий на ответственные детали:
- кремниевые поверхности;
- полупроводниковые изделия;
- фотокатоды.

Оксидирование стали
Одной из важных задач по сохранению металлических конструкций является борьба с вредным воздействием окружающей среды. Повышенная влажность, наличие в воздухе химически активных элементов, способных разрушать целостность металла, особенно стали, приводит к ухудшению таких показателей как надёжность и прочность.
Для решения этой задачи готовые изделия покрывают различными видами защитных покрытий.

Существуют различные методы повышения поверхностной устойчивости и антикоррозийности.
Одним из таких методов является создание на поверхности стали защитной плёнки, используя специальные способы обработки.
Понимание сущности назначения этого процесса требует ответа на вопрос — что такое оксидирование?
Сущность заключается в использовании свойств окислительно — восстановительной реакции, в результате чего на поверхности стали образуется защитная плёнка. Так же производится оксидирование стали.
Этот процесс позволяет решить следующие задачи:
- Защитить стальные конструкции от образования коррозии (особенно это актуально в современном строительстве, где применяются металлические конструкции).
- Ограничить воздействие агрессивных составляющих внешней среды (растворов кислот, щелочей, химических элементов, разрушающих целостность стали).
- Создать поверхностный слой, обладающий хорошими электроизоляционными характеристиками.
- Придать деталям, отдельным элементам, конструкции в целом оригинальные декоративные и эстетические свойства.
Оксидирование металла производится следующими методами:
- С применением химических реакций (химическое оксидирование стали).
- Использование электрохимических процессов (анодное оксидирование).
- Проведением термической обработки (термический метод).
- Создание низкотемпературной плазмы (плазменный метод).
- Лазерным (применяются специальные лазерные установки).

Рассмотрим каждый метод подробнее.
Химическое оксидирование
Этот процесс предполагает обработку металлов растворами, смесями, расплавами химических элементов (такие окислы как окислы хрома). Данное оксидирование позволяет провести так называемую пассивацию поверхности металла. Он предполагает создание в близком к поверхности слое металла неактивного (пассивного) образования. Создаётся тонкий поверхностный слой, защищающий основную часть конструкции.
Технологически этот процесс реализовывается посредством опускания подготовленной металлической детали в раствор щёлочи или кислоты, заданного процентного соотношения.
Выдерживают его там определённое время, которое позволяет полностью провести окислительно — восстановительную реакцию. Затем деталь тщательно промывают, подвергают естественной сушке, окончательной обработке.

Химическое оксидирование стали
Для создания кислотной ванны применяют три вида химически активных кислот: соляную, азотную, ортофосорную. Ускорение протекания химической реакции стимулируют добавлением в раствор кислоты соединений марганца, калия, хрома. Реакция окисления протекает при температуре раствора в интервале от 30 °С до 100 °С.
Применение растворов на основе щелочных соединений позволяет использовать добавки соединений нитрата натрия и диоксида марганца. В этом случае температура раствора необходимо повышать до 180 °С, а с добавками и до 300 °С.
После проведенной процедуры деталь промывают и просушивают. Иногда для закрепления процесса химической реакции применяют бихромат калия. Для увеличения срока сохранения образованной плёнки проводят химическое оксидирование с промасливанием. Иногда такой процесс называют химоксидирование. При окончательном покрытии маслом получается надёжное покрытие от коррозии, обладающее эффектным высоко декоративным чёрным цветом.
Анодное оксидирование
Такой вид называется – электрохимическое оксидирование стали. Иногда его называют и анодное оксидирование стали. Также применяют термин анодирование. В его основу заложен химический процесс электролиза. Его можно проводить как в твёрдых, так и в жидких электролитах. Подготовленную заготовку помещают в ёмкость с оксидным раствором.
Протекание реакции электролиза возможно при создании разности потенциалов между двумя элементами.
Поверхность окисляемого изделия характеризуется положительным потенциалом. Из раствора выделяют химически активные элементы с отрицательным потенциалом. Взаимодействие разнополярных элементов и называется реакцией электролиза (в нашем случае анодирования).

Протекание реакции анодирования можно выполнить в домашних условиях. Требуется чётко выполнять условия техники безопасности. В реакции участвуют вредные реактивные жидкости и небезопасное напряжение.
Применение анодного оксидирования позволяет создавать защитные плёнки различной толщины. Создание толстых плёнок возможно благодаря применению раствора серной кислоты.
Тонкие плёнки получают в растворах борной или ортофосфорной кислоты. С помощью анодирования можно придать поверхностному слою металла красивые декоративные оттенки. С этой целью процесс проводят в органических кислотах. В качестве таких растворов применяют щавелевую, малеиновую, сульфосалициловую
Специальным процессом анодирования считается микродуговое оксидирование. Оно позволяет получать покрытия, обладающие высокими физическими и механическими характеристиками. К ним относятся: защитные, изоляционные, декоративные, теплостойкие и антикоррозийные свойства. В этом случае оксидирование производится под действием переменного или импульсного тока в специальных ваннах заполненных электролитом. Такими электролитами являются слабощелочные составы.

Анодное оксидирование в домашних условиях
Анодирование позволяет получить поверхностный слой, обладающий следующими свойствами:
- надёжное антикоррозионное покрытие;
- хорошие электрические изоляторы;
- тонкий, но стойкий поверхностный слой;
- оригинальную цветовую гамму.
К анодированию нержавеющей стали требуется специальный подход. Это связано с тем, что такая сталь считается нейтральным (инертным) сплавом. Поэтому на производстве при анодировании большого количества деталей применяют двух этапную процедуру.
На первом этапе анодирование нержавеющей стали производят совместно с другим, более подходящим для этого процесса металлом. Это может быть никель, медь, другой металл или сплав.
На втором этапе производят оксидирование непосредственно самой нержавеющей стали. Для упрощения процесса оксидирования сегодня ведутся разработки специальных добавок, так называемых пассивирующих паст. Эти составы ускоряют процесс реакции нержавеющей стали.
Термическое оксидирование
Согласно термину оксидирование происходит при относительно высоких температурах. Величина этого показателя зависит от марки стали. Например, процесс термического оксидирование обычной стали происходит в специальных печах. Внутри создаётся температура, близкая к 350 °С. Класс легированных сталей подвергаются термическому оксидированию при более высоких температурах. Необходимо разогреть заготовку до 700 °С. Обработка продолжается в течение одного часа. Этот процесс получил название воронение стали.
Плазменное оксидирование
Такое оксидирование проводят в среде с высокой концентрацией кислорода с помощью низкотемпературной плазмы. Плазма создаётся благодаря разрядам, возникающим при подаче токов высокой или сверхвысокой частоты.
Плазменное оксидирование используют для формирования оксидированных плёнок на достаточно небольших поверхностях.
В основном его применяют в электронике и микроэлектронике. С его помощью образуют слои на поверхности полупроводниковых соединений, так называемых p-n переходах. Такие плёнки используют в транзисторах, диодах (в том числе в туннельных диодах), интегральных микросхемах. Кроме этого она используется для повышения светочувствительного эффекта в фотокатодах.

Разновидностью плазменного оксидирования является оксидирование с применением высокотемпературной плазмы. Иногда её заменяют на дуговой разряд с повышением температуры до 430 °С и выше. Применение этой технологии позволяет значительно повысить качество образуемых покрытий.
Лазерное оксидирование
Эта технология достаточно сложна и требует специального оборудования. Для проведения оксидирования используют:
- импульсное лазерное излучение;
- непрерывное излучение.
В обоих случаях применяются лазерные установки инфракрасного диапазона. За счёт лазерного прогрева верхнего слоя материала удаётся получить достаточно стойкую защитную плёнку. Однако этот метод применяется только для поверхности небольшой площади.

Оксидирование своими руками
Организовать процесс оксидирования небольших металлических изделий можно в домашней лаборатории. При точном соблюдении последовательности технологических операций добиваются качественного оксидирования.
Весь процесс следует разделить на три этапа:
- Подготовительный этап (включает подготовку необходимого оборудования, реактивов, самой детали).
- Этап непосредственного оксидирования.
- Завершающий этап (удаление вредных следов химического процесса).
На подготовительном этапе проводят следующие работы:
- Грубая зачистка поверхности (применяется щётка по металлу, наждачная бумага, полировочная машина с соответствующими дисками).
- Окончательная механическая полировка поверхности.
- Снятие жирового налёта и остатков полировки. Его называют декопирование. Он проводится в пяти процентном растворе серной кислоты. Время пребывания обрабатываемой детали в растворе равно одной минуте.
- Промывание детали. Эту процедуру проводят в тёплой кипячёной воде. Целесообразно её провести несколько раз.
- Завершающей операцией является так называемое пассирование. Вымытую после обработки деталь, помещают чистую кипячёную воду, в которой предварительно растворяют хозяйственное мыло. Этот раствор вместе с деталью подогревают и доводят до состояния кипения. Процедуру кипения продолжают в течение нескольких минут.

Оксидирование в домашних условиях
На этом предварительный этап заканчивается.
Основной этап оксидирования состоит из следующих операций:
- В нейтральную посуду (лучше с эмалированным покрытием), заливается вода. В ней растворяют около едкий натр. Объём вещества зависит от количества воды. Целесообразно получить раствор около 5 процентов.
- В полученный раствор полностью погружают обрабатываемую деталь.
- Раствор с погруженной деталью нагревают до 150 градусов. Практически это процесс кипячения. Он продолжается примерно два часа. Используя инструмент, проверяют качество процесса. Если необходимо время может быть увеличено.
На завершающем этапе с деталью производят следующие операции:
- Деталь извлекают из ванны с реактивом.
- Укладывают на ровную поверхность, дают её остыть естественным образом (без принудительного охлаждения). Желательно создать условия, ограничивающие контакт с окружающим воздухом.
- Визуально проверяют качество полученного оксидирования. Отсутствие непокрытых участков, плотность образованной плёнки, итоговый цвет.
Таким образом, проводить оксидирование можно и в домашних условиях. Главное, соблюдать указанные рекомендации.
Обзор методов оксидирования стали
Метод оксидирования стали представляет собой действия, направленные на образование на поверхности металла оксидной пленки. Задача оксидирования в создании покрытий, которые будут нести декоративную и защитную функции. Кроме того, с помощью оксидирование образуются диэлектрические покрытия на конструкциях из стали.
Особенности оксидирования
Существует несколько способов оксидирования:
- химический;
- плазменный;
- термический;
- электрохимический.
Химический способ
Химическое оксидирование https://karbaz.com.ua/nashi-uslugi/oksidirovanie/ означает обработку поверхностей специальными расплавами, нитратными, хроматовыми растворами, а также другими окислителями. В результате, удается повысить антикоррозийные качества металла. Такие мероприятия проводятся с использованием кислотных или щелочных составов.
Щелочное оксидирование осуществляется при температурах 30-180 градусов. Основной компонент составов — луга, а окислителей добавляется совсем немного. После процедуры детали промывают и высушивают. Иногда после оксидирования проводится промасливание.

Кислотное оксидирование проводится с применением нескольких кислот (ортофосфорная, соляная, азотная) и небольших количеств марганца. Температурный режим процесса — 30-100 градусов.
Химическое оксидирование перечисленных разновидностей дает возможность получить пленку неплохого качества. Хотя нужно заметить, что электрохимический способ позволяет получить изделия высокого качества.
Холодное оксидирование (чернение) также относится к химической методике. Осуществляется погружением детали в раствор с последующим промыванием, сушкой и промасливанием. В результате, на поверхности образуется кристаллическая структура с наличием фосфатов и ионов. Особенностью технологии является относительно низкая рабочая температура (15-25 градусов по Цельсию).

Преимущества чернение в сравнении с горячим оксидированием:
- детали лишь незначительно меняют свои размеры;
- более низкий уровень потребления энергии;
- высокий уровень безопасности;
- нет испарений;
- изделия имеют более равномерный цвет;
- методика позволяет оксидировать даже чугун.
Анодне оксидування
Электрохимическое оксидирование (анодное методика) проводится в жидкой или твердой электролитной среде. Такой подход позволяет получить пленки высокой прочности таких видов:
- покрытие с тонким слоем (толщина — 0,1-0,4 мкм);
- устойчивые к износу электроизоляторы (толщина 2-3 мкм);
- защитные покрытия (толщина 0,3-15 мкм);
- особые эмалевидные слои (эматаль-покрытия).
 Схема анодирования алюминия
Схема анодирования алюминия
Анодирование поверхности окислительной детали проводится на фоне положительного потенциала. Подобную обработку следует проводить, чтобы защитить части микросхем, а также создать на полупроводниках, стали, металлических сплавах диэлектрический слой.
Обратите внимание! В случае необходимости, анодирование можно провести самостоятельно, однако необходимо четко придерживаться правил техники безопасности, поскольку в работе применяются агрессивные элементы.
Частный случай электрохимического оксидирования — микродуговое оксидирование. Методика дает возможность добиться уникальных декоративных свойств. Металл обретает дополнительную устойчивость к теплу и устойчивость к коррозионным процессам.
 Схема микродугового оксидирования от источника питания
Схема микродугового оксидирования от источника питания
Микродуговой метод отличается применением импульсного или переменного тока в слабощелочной электролитной среде. Таким образом, удается получить толщину покрытий в районе 200-250 мкм. Готовое изделие после обработки становится похожим по внешнему виду с керамикой.
Микродуговое оксидирование можно осуществить и самостоятельно, однако понадобится соответствующее оборудование. Особенность процесса заключается в его безопасности для здоровья человека. Именно этот факт предопределяет все большую популярность методики среди домашних умельцев.
Особенности плазменного и термического процессов
Термическое оксидирование означает возникновение оксидной пленки в среде водяного пара или другой содержит кислоту атмосфере. При этом процесс характеризуется высокой температурой.
Самостоятельно выполнить такую операцию не представляется возможным, поскольку потребуется специальная дорогостоящая печь, где металл разогревается до 350 градусов. Однако в данном случае речь идет о низколегированных сталях. В случае же среднелегированных и высоколегированных сталей, температура должна быть еще выше — в районе 700 градусов. Общая продолжительность оксидирования с термической методике — около одного часа.
Также не получится играть дома и плазменный процесс. Такое оксидирование осуществляется в низкотемпературной кислородосодержащей плазме. Сама плазменная среда возникает благодаря СВЧ и ВЧ разрядами. Иногда используется постоянный ток. Особенность технологии — высокое качество получаемой продукции. Поэтому плазменное оксидирование используется для создания качественных покрытий на особо ответственных изделиях, к числу которых относятся:
- поверхности кремния;
- полупроводники;
- фотокатоды.
Самостоятельное оксидирование
Описываемый здесь способ создания защитного покрытия на изделиях из стали доступен каждому. Сначала деталь зачищается и полируется. Далее с поверхности нужно убрать окислы (сделать декапирование). Деталь Декапируют в течение минуты с помощью 5%-ного раствора серной кислоты. После погружения, деталь нужно промыть в теплой воде и перейти к пассивирование (5-минутное кипячение в растворе литра обычной воды с разведенными в ней 50 г хозяйственного мыла). Таким образом, поверхность подготовлена к процедуре оксидирования.

Последовательность дальнейших действий:
-
- Берем емкость с эмалевым покрытием. Она не должна быть поцарапана, на ней не должно быть сколов.
- Наливаем в емкость литр воды и добавляем в нее 50 граммов едкого натра.
- Ставим емкость на огонь и нагреваем раствор примерно до 150 градусов.
Через 1,5 часа деталь можно извлекать — оксидирование закончено.
Защита титана и его сплавов
Как известно, титан отличается невысокой устойчивостью к износу. Оксидирование титана и сплавов на его основе повышает их антифрикционные качества, улучшает устойчивость металла к коррозии.
В результате нанесения защитного слоя на древесине образуются толстые оксидные пленки (в диапазоне 20-40 мкм), обладающих повышенными абсорбционными свойствами.
Конструкции из сплавов титана обрабатывают при температуре 15-25 градусов в растворе, включающий 50 граммов серной кислоты. Плотность тока составляет 1-1,5 Ампер на квадратный дециметр. Продолжительность процедуры — 50-60 минут. Если плотность тока превышает 2 Ампера на квадратный дециметр, продолжительность процесса уменьшается до 30-40 минут.
Во время нанесения защитного слоя, первые 3-6 минут поддерживается рекомендуемая плотность тока, а напряжение в это время увеличивается до 90-110 Ст. За достижение данного показателя, плотность тока снижается до 0,2 Ампера на квадратный дециметр. Продолжается оксидирования без регулировки тока. В ходе процесса электролит перемешивается. Используются катоды из свинца или стали.
Виды и способы оксидирования металла
Оксидированием стали создается защитная пленка из сложных окислов, которая препятствует образованию ржавчины. Узнайте о видах обработки, особенностях химического, анодного и термического процессов.

Ни один материал, включая сталь, не может служить вечно. Его необходимо защищать от влаги, солнечных лучей и низких температур. Оксидирование металла создает на его поверхности тонкую защитную пленку, не позволяющую кислороду из воздуха и воде разрушать материал. При этом изменяются технические характеристики сталей, алюминия и его сплавов.

С точки зрения химии оксидирование – это реакция окисления металла и образование на поверхности тонкого слоя кристаллов, связанных кислородом и другими веществами. Технология нанесения защитного покрытия имеет несколько видов различной сложности. Самая простая использовалась несколько веков назад и доступна любому желающему покрыть защитной пленкой деталь в домашних условиях. Сложная технология требует специального оборудования и осуществляется только в условиях производства.
Суть и назначение технологии
В своей основе оксидирование стали имеет окислительно-восстановительную реакцию металла при его взаимодействии с кислородом воздуха, электролитом или специальными кислотно-щелочными растворами. В результате на поверхности детали образуется защитная пленка, повышающая технические характеристики металла:
- увеличивает твердость;
- снижает образование задиров;
- повышает способность деталей к прирабатыванию;
- увеличивает срок службы;
- создает декоративное покрытие.
Добавление в электролит растворов для окрашивания позволяет создавать изделия из металла с поверхностями разных цветов.
Покрытие оксидной пленкой применяют для различных материалов. В ювелирной промышленности и при создании бижутерии используют оксидирование многих металлов:
- серебра;
- алюминия;
- меди;
- титана;
- латуни;
- бронзы.
Сущность обработки – в увеличении прочности и придании дополнительной декоративности. Изделия из серебра хорошо держат форму. Это позволяет создавать украшения с острыми углами и тонким орнаментом. С помощью оксидов создается патина, имитирующая старину, и другие эффекты.

В зависимости от характеристик и свойств металла используют различные технологии создания сложных окислов на поверхности.
К положительным качествам оксидирования относится его распределение по поверхности тонкой пленкой в несколько микрон – тысячных долей миллиметра. При этом не меняются размеры деталей и посадочных мест сверху и на поверхности.
Виды оксидирования металла
- микродуговое;
- горячее;
- холодное.
К микродуговому относится способ нанесения оксидной пленки с помощью электролизной установки. Деталь помещается в ванну с электролитом. К ней подключается «+» постоянного тока. К ванне – провод с «–». При прохождении тока на поверхности образуются микроочаги с высокой температурой и давлением. В результате происходит окисление. Микродуговое оксидирование применяют для покрытия алюминия, серебра и их сплавов.
Процесс горячего оксидирования стали заключается в нагреве детали или раствора, в котором она находится, для ускорения процесса образования пленки сложных окислов.
К холодным технологиям относятся, в основном, методы химического покрытия и плазменного, когда поверхность насыщается кислородом под воздействием микротоков или в насыщенном растворе солей.
Химическое
Электрохимическое покрытие оксидами проводится при низких температурах – до 100 °C. Электролит представляет собой раствор нескольких нитратов и хроматов. Получают черное покрытие стали.
Пищевая нержавейка содержит много легирующих веществ, включая хром и марганец. Она требует для покрытия сложного оборудования. В домашних условиях ее можно оксидировать в растворе натриевой селитры. Поверхность приобретает яркий синий цвет.
Анодное
Анодное оксидирование небольших деталей доступно делать в домашней мастерской. Для этого надо иметь аккумулятор или выпрямитель тока. Анод подключается к детали и источнику постоянного тока. При погружении стали в раствор слабокислого электролита возникает движение электронов, и вместе с ними частицы солей и кислот проникают в верхний слой металла. В результате образуются кристаллы железа со сложными окислами. Они постепенно покрывают всю поверхность детали слоем в несколько микрон.
Регулировать скорость процесса для образования оксидной пленки нужной толщины можно изменением силы тока и повышением температуры электролита. Анодирование влияет на первоначальные характеристики стали и цветных металлов:
- изменяет цвет;
- увеличивает прочность;
- пленка имеет низкую электропроводность;
- не допускает образования простых окислов железа – коррозии.
Термическое
Достаточно нагреть поверхность до 300 ⁰C, чтобы провести термическое оксидирование. На стали появится тонкая пленка окислов желтого и светло-коричневого цвета. Чем выше содержание легирующих веществ, тем сильнее надо греть сталь.
Часто нагрев используют для более активного протекания химического и анодного оксидирования стали. Помещенный в горячий раствор натриевой селитры или смеси кислот металл быстрее вступает в реакцию.
Плазменное
Метод холодного оксидирования – плазменное покрытие деталей. Окисление происходит при низкой температуре. Деталь помещают в плазму, которую создают токи ВЧ или СВЧ, аналогичные микроволновой печи. В камере высокое содержание кислорода.
Плазменное оксидирование применяют, в основном, для повышения светочувствительности и электропроводности деталей оптических приборов и плат.
Лазерное
Недостаток лазерного оксидирования сталей – в покрытии заготовок только снаружи. В отверстия малого диаметра головка лазерной установки не войдет.
Оксидирование своими руками
Делать защитное покрытие в домашних условиях проще всего по старинному рецепту. Для этого стальной предмет следует очистить от всех видов загрязнений, протравить в слабом растворе кислоты. Любое оставшееся пятно будет препятствовать процессу оксидирования стали.
- Нагреть конструкционную сталь до 300 ⁰C. Легированные и углеродистые стали требуют более высоких температур. Чем больше легирующих элементов, тем сильнее следует греть.
- Опустить горячую заготовку в льняное масло на 8–18 минут.
- Для получения плотного слоя, надежно защищающего сталь от ржавчины, и создания изоляционного слоя, процедуру следует повторить 4–6 раз.
Каленые стали при нагреве до температуры выше 300 ⁰C могут отпуститься – стать мягче. Поэтому металл после закалки греют индуктором токами ТВЧ до 250–280 ⁰C. Если нет возможности нагреть только поверхность заготовки, температуру снижают до 220–250 °C, увеличив количество нагревов и погружений.
Льняное масло использовали в прошлые века. Сейчас его можно заменить веретенным, широко применяемым для закалки стали.
Оксидирование стали – интересный процесс. С его помощью можно самостоятельно защитить от коррозии небольшие изделия, крепеж в автомобиле и других устройствах.
Какой метод больше всего понравился нашим читателям и что они готовы применить на практике? Нам интересно ваше мнение.





-HF: как выбрать и на что обратить внимание")