Способы пайки алюминия в домашних условиях
Несколько прекрасных способов пайки алюминия и дюрали в быту


Его преимущества существенные, он легкий, а дюраль так вообще можно сравнить по твердости со сталью. При том дюраль легче стали в 3 раза.
Электротехника широко использует алюминий.
Ведь электропроводность чистого алюминия составляет 62% проводимости меди. Чистый алюминий используют в производстве фольги, которая часто применяют для электролитических конденсаторов.


Но по сравнению с медью у него ниже цена.
Алюминий третий за содержанием и самый распространенный метал земной коры, что составляет 8% от ее массы. И вдруг проблема, припаять алюминий или хотя бы залудить, радиолюбители знают, это еще то жуткое испытание нервов и усидчивости. Ведь такая пайка является достаточно сложным в выполнении технологическим процессом. Так что не так с алюминием, почему он не хочет лудится?


Вот тот оксид не хочет приставать к нашему припою. Поэтому почти все потуги при пайке алюминия должны быть направлены на снятие той оксидной пленки, любыми не запрещенными методами.
Способ 1. Пайка с надфилем или шкуркой:


Место пайки тут также должно быть постоянно в той опилочной канифоле. Как не сложно догадаться опилки тут расцарапывают окисел, в результате к нему пристает припой.
Способ 3. Анальгин при пайке:



Способ 4. Машинное масло (для швейных машин или точных механизмов, жидкое):
Не плохие результаты может дать пайка в минеральном (машинном) масле с использованием абразивных в нем инструментов. Тех же железных опилок, ножа или стоматологического бура.

При толщине детали более 2 мм перед нанесением масла деталь надо прогреть. Но осторожно, не забывая что нанесения масла на горячую поверхность может вызвать брызги. Припой должен содержать не менее 50% олова. Лучшие результаты получаются в случае применения щелочного масла для чистки оружия после стрельбы.
Способ 5. Специальные флюсы для пайки алюминия:





Способ 6. Пайка в вакууме:
Если есть возможность то пайка алюминия в вакуумной камере дает хорошие результаты. Но здесь так же нужна предварительная зачистка поверхности детали.
Пайка и сварка в космосе вообще, как говорят некоторые космонавты очень качественная и прочная.
Способ 7. Омеднение алюминия:
Используя медный купорос (CuSO4) можно создать гальваническую установку для покрытия алюминия медью с последующей ее залужением.


Интересно что сварка алюминия не возможна по тем же причинам-образования оксидной пленки на аллюминие. Поэтому для сварки используют инертный газ-аргон. Аргон частично вытесняет кислород воздуха. Но все равно при начале сварки места стыков должны быть обезжирены и зачищены абразивными инструментами, желательно под струей аргона. Иначе алюминиевый электрод, даже с аргоном, при подаче будет просто-напросто плавится и сворачиваться шариками и не прилипать.
Если у кого есть свои способы пайки алюминия, делитесь, будет интересно.
Как спаять алюминий в домашних условиях, особенности пайки алюминия
Пайка алюминия — трудновыполнимый в домашних условиях процесс. Сложность объясняется свойствами металла, которые затрудняют соединение отдельных частей из алюминия с другими веществами. Соединять алюминий нужно с соблюдением специально разработанных технологий, обеспечивающих качество пайки. Значение имеет опыт мастера, соединяющего пайкой детали из алюминия.
Почему алюминий плохо паяется
Многие пробовали паять алюминий в домашних условиях и хорошо поняли: припой не хочет прилипать к поверхности деталей. Это происходит по причине образования на металле устойчивой оксидной пленки, которая имеет низкую адгезию к материалу припоя. Методы пайки алюминия в домашних условиях сводятся к борьбе с защитной пленкой.
В минералогии оксид алюминия называют корундом. Он состоит из прозрачных кристаллов, являющихся драгоценными камнями. Корунд имеет различную окраску, зависящую от примесей: хром придает красноватый оттенок, сапфир — синеватый. Окисная пленка обладает высокой прочностью и не поддается пайке. Ее необходимо удалить с поверхности и после этого начинать паять детали.

Как удалить оксидную пленку
Пленку с поверхности металла удаляют несколькими способами, наиболее эффективными являются химический и механический. Оба метода для работы требуют безвоздушной среды, в которой нет кислорода.
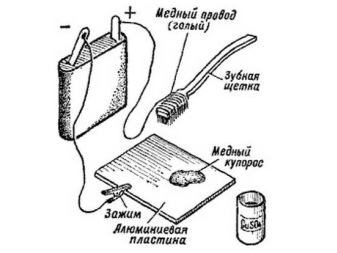
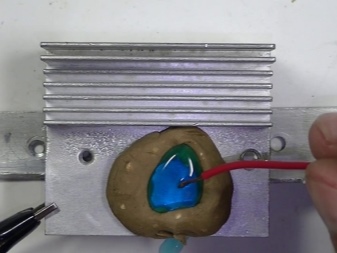
Химический метод основан на осаждении на поверхности заготовки цинка или меди путем электролиза. На место, подготовленное к пайке, наносят медный купорос в виде концентрированного раствора. К чистому участку металла прикрепляют минусовую клемму аккумулятора или другого источника питания. Один конец медной проволоки подключают к плюсовой клемме, другой опускают в раствор на поверхности алюминия. В результате электролиза медь или цинк тонким слоем оседает на алюминии и крепко к нему прилипает. Теперь можно производить пайку алюминия оловом.
Для удаления оксида используют масляную пленку. Для этого способа лучше брать масло синтетическое или трансформаторное с малым содержанием воды. Другие виды масел нужно подержать при температуре +150…+200°С, вода испарится. При более высокой температуре содержимое начнет разбрызгиваться. Обезвоженное масло наносится на поверхность алюминиевой детали. Наждачной бумагой нужно под нанесенным слоем потереть алюминий для удаления оксида.
Наждачную шкурку заменяют скальпелем, зазубренным жалом паяльника или железной стружкой, полученной из натертого напильником гвоздя. Стружку насыпают на масло и жалом паяльника трут по поверхности, сдирая оксидный слой. Массивную деталь желательно подогреть горячей воздушной струей. Припой паяльником погружается в масляную капельку и растирается по месту пайки. Для лучшего прохождения процесса пайки добавляется канифоль или другой флюс.
Для пайки алюминиевых проводов созданы флюсы на основе ацетилсалициловой или ортофосфорной кислоты, солей борной или натриевой кислоты. Канифоль применяется редко, она малоэффективна в случае с алюминием. Флюсы применяются при пайке проводов, кастрюль и других вещей.
Флюсы для пайки алюминия
Флюсы имеют высокую активность, поэтому после пайки их нужно смывать раствором воды с щелочью. Роль щелочи хорошо выполняет пищевая сода. После щелочи место соединения промывается чистой водой. Следует беречь органы дыхания от попадания в них паров флюса. Они способны раздражать слизистые и попадать в кровь. Наиболее распространенные из них требуется рассмотреть каждый в отдельности.
Канифоль
Канифоль — наиболее востребованный из всех флюсов. Он используется при соединении различных металлов. На алюминии работает только при отсутствии воздуха, поэтому применяется редко. Времени при работе с канифолью тратится больше, эффективности меньше. Этот флюс не для профессионалов, выполнять пайку может, но качество соединения не отличается прочностью.
Порошковый флюс
Алюминий паяют газовой горелкой с применением порошковых флюсов. Не рекомендуется к пламени добавлять кислород, он снижает эффективность работы флюса. Наиболее распространенные флюсы:
- Ф-34А;
- бура;
- ацетилсалициловая кислота;
- паяльный жир.

Ф-34А — активный флюс, имеющий в составе 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка. Состав применяется с припоями, содержащими химические добавки. Он обладает гигроскопичностью и растворяется в воде.
Бура — порошок, плавящийся при 700°С, обладает растворимостью в воде, смывается водным раствором лимонной кислоты. Отличается низкой стоимостью.
Ацетилсалициловая кислота встречается в виде таблеток аспирина. При нагреве паяльником выделяются вредные для здоровья человека пары, обжигающие нос, глаза и органы дыхания.
Паяльный жир состоит из парафина, хлорида аммония и цинка, деионизированной воды. Хорошо паяет предварительно прогретые места, прошедшие процедуру лужения. После спаивания алюминиевых деталей рекомендуется остатки флюса смывать, иначе он вызывает коррозию металла.
Жидкий флюс
Жидкий флюс наносится на место пайки тонким слоем. При работе паяльником быстро испаряется с выделением обжигающих паров. Флюс Ф-64 в своем составе содержит фториды, тетраэтиламмоний, ингибиторы коррозии и дионизированную воду. Хорошо разрушает оксидную пленку и помогает паять заготовки из алюминия больших размеров. Используется при паянии меди, алюминия, оцинкованного железа и других металлов.
Ф-61 состоит из триэтаноламина, фторбората аммония и фторбората цинка. Используется при лужении и пайке сплавов алюминия при температуре до 250°С. Castolin Alutin 51 L состоит из кадмия, свинца и 32%-ного олова. Наиболее эффективно работает при температурах выше 160°С.
Любой из перечисленных флюсов помогает запаять алюминиевую кастрюлю, алюминиевые заготовки разных размеров, соединять методом пайки дюралюминий, дюралевые (дюраль) заготовки.
Припой для пайки алюминия
Припой для пайки алюминия делается на основе цинка или алюминия. В него вносятся добавки для достижения различных характеристик: для понижения температуры плавления, увеличения прочности. Производят их в Америке, Германии, Франции, России. Рассмотрим некоторые из них.
Распространенный и широко разрекламированный припой для алюминия — HTS 2000. Его производит компания из США. Практика свидетельствует о его непрочности: спаянные детали пропускают воздух и влагу. Без флюса его применять невозможно.
Castolin 192FBK на основе цинка (97%) и алюминия (2%) производится во Франции. Компания Castolin выпускает припои 1827 и AluFlam-190, предназначенные для пайки меди и алюминия при 280°С.

Castolin 192FBK — трубчатый припой, содержащий в сердечнике флюс. Выпускается в виде прутков, 100 г которых стоит 100-150 руб. Хорошо паяет мелкие отверстия и трещинки.
Chemet Aluminium 13 — припой, используемый при сварке деталей при 640°С и выше. В его основе лежит алюминий (87%) и кремний (13%). Температура плавления припоя — около 600°С. Выпускается в виде прутков, которых на 100 г приходится 25 шт. 100 г стоят 500 руб. Разновидность под наименованием Chemet Aluminium 13-UF имеет полую структуру и содержит в сердечнике флюс. Его стоимость за 12 прутков, которые весят 100 г, 700 руб.
Алюминиевый припой производится и на отечественных предприятиях. Для пайки с помощью газовой горелки применяется состав марки 34А. Он плавится при температуре 525°С, хорошо паяет сплавы АМц, АМ3М, АМг2. 100 г стоят 700 руб.
Марка А состоит из 60% цинка, 36% олова и 2% меди. Плавится при 425°С. Выпускается прутьями весом 145 г. Стоимость одного прута — 400 руб.
SUPER A+ производится в Новосибирске и является аналогом HTS-2000. Применяется вместе с флюсом марки SUPER FA. Стоит 800 руб. за 100 г. В расплавленном состоянии становится тягучим, приходится применять стальные инструменты для его разравнивания.
Принципы пайки алюминия
Пайка алюминия — сложный процесс, поскольку на поверхности образуется оксидная плёнка, которая мешает проведению работ. Поэтому нужно использовать специальные методики, позволяющие упростить рабочий процесс. Специальные флюсы позволят избавиться от негативных факторов оксидного слоя.
 Пайка алюминия
Пайка алюминия
Особенности процесса
Поверхность алюминиевых деталей покрыта оксидной плёнкой, которая обладает высокой химической стойкостью, а также температурой плавления выше в 2 раза, чем чистого металла. В интервале от +250 0 С до +300 0 С алюминий становится неустойчивым и подплавляется. Минимальная температур плавления оксидной плёнки составляет +500 0 С.
При пайке соединяемые детали под наружным слоем начинают плавится. Поэтому пайщику нужно устранить негативное влияние оксидного слоя. Принцип всех способов основан на удалении плёнки, а также повышении адгезионных свойств.
Методы удаления оксидного слоя:
- механический — использование абразивных инструментов для зачистки;
- химический — применение флюсов со специальными составами;
- электрохимический — основан на процессах электролиза.
Оба способа проводятся только в среде с отсутствием доступа кислорода.
Используемые материалы
Для выполнения работ потребуется подготовить следующие материалы:
- флюс;
- припой.
Для получения качественных швов нужно использовать флюс для пайки алюминия на основе цинка, кремния, меди. Стыки получаются прочными, долговечными, стойкими к коррозии, статическим и динамическим нагрузкам.
Для пайки алюминия подходят припои со следующими маркировками:
- ЦОП-40 — тугоплавкий оловянно-цинковый состав;
- ПОС — легкосплавный припой;
- 34А — сплав на основе меди и кремния;
- «Aluminium-13» — зарубежный аналог 34А.
Применение флюса позволяет улучшить адгезию металла с припоем, за счёт чего получить прочное соединение. От его выбора зависит долговечность шва, прочностные характеристики изделия, стойкость материала к негативным воздействиям внешней среды. В составе флюсов содержатся активные элементы: фторборат цинка или аммония, триэтаноламин.
Паяльный жир бывает следующих видов:
- нейтральный на основе канифоли и стеарина — отличается густотой, способен удалять небольшие загрязнения, хорошо держится на поверхности свариваемых металлов;
- активный со сложным химическим составом — эффективно удаляет окислы, следы коррозии, повышает паяльные свойства.
В составе жира содержится хлорид цинка и аммония, парафин, вспомогательные вещества.
Паяльный жир имеет следующие преимущества:
- лёгкое лужение за счёт растекания тонким слоем;
- доступность;
- точность дозировки;
- отсутствие следов после его использования.
Рекомендуется использовать флюсы следующих марок: Ф-64, Ф-61А, Ф-59А, 34А, Ф-5, Ф-124.
 Пайка алюминия с припоем
Пайка алюминия с припоем
Сфера применения процесса
Паяные изделия из алюминия применяются в следующих сферах:
- автомобилестроении;
- радиоэлектронике;
- изготовлении оконных рам;
- производстве деталей для велосипедов;
- создании каркасов теплиц, корпусов техники.
Методы пайки
Существуют такие методы пайки:
- с канифолью;
- с припоем;
- электрохимический.
С канифолью
Пошаговая реализация метода:
- Прогревается паяльник.
- Залуживается жало для удаления грязи или нагара.
- Наносится канифоль на стыковочный шов, расплавляется паяльником.
- После расплавления жалом нужно тереть поверхность до тех пор, пока не будет удалена оксидная плёнка. Одновременно происходит лужение.
- После завершения процесса элементы стыкуют, нагревают до температуры плавления, затем оставляют остывать.
С применением припоев
Метод с использованием припоя для пайки алюминия реализуется следующим образом:
- Стыкуемые поверхности очищаются механическим способом.
- Детали надёжно фиксируются.
- Выполняется локальный прогрев конструкции.
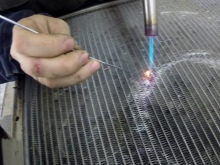
- Стержень с припоем ведут вдоль стыковочного шва, одновременно прогревая его горелкой до расплавления.
Если применяется припой без содержания флюса, то потребуется его использовать отдельно. Он предварительно наносится равномерным слоем на алюминий.
Электрохимический метод
Пошаговая электрохимическая пайка алюминия:
- Поверхность очищается от грязи, частично от оксидной плёнки механическим способом.
- Наносится тонким слоем медный купорос.
- К детали подключается отрицательный электрод источника тока.
- Положительный электрод соединяется с проводом из меди высокой чистоты (диаметр более 1 мм). Располагается над конструкцией на специальной подставке, обеспечивается контакт только с обработанной площадкой.
- Включается источник питания. Начинает протекать процесс электролиза.
- После удаления оксидной плёнки провод убирается, а детали прогреваются паяльником до температуры плавления или используется припой.
Чтобы обеспечить высокое качество пайки, нужно наносить гальванические покрытия специальными инструментами. Они позволят выполнить равномерное омеднение.
Подготовка деталей
В ходе подготовки к проведению работ необходимо использовать следующие способы обработки поверхностей:
- при помощи растворителя выполняется обезжиривание, применяется ацетон, уайт-спирит, бензин;
- удаляется оксидная плёнка при помощи абразивных инструментов либо применяется паяльник или газовая горелка для нанесения флюса.
Общие принципы пайки алюминия в домашних условиях
Основные принципы пайки алюминия в домашних условиях:
- необходимо выполнить качественную очистку поверхности металла от загрязнений, покрытий, оксидной плёнки;
- временной интервал между очисткой и пайкой должен быть минимальным;
- для удаления оксидной плёнки лучше использовать щётки по металлу или паяльники со специальными насадками;
- выбор нагревательного инструмента выполняется в зависимости от площади пайки, так как из-за высокой теплопроводности алюминий быстро остывает;
- если нет подходящего припоя, то допускается использование любого, в составе которого есть олово, свинец;
- при прогреве деталей для нанесения припоя важно не перегреть алюминий, так как он отличается меньшей температурой плавления, по сравнению с оксидной плёнкой;
- залуживание поверхности алюминия сплошным слоем позволит избавиться от появления окислов, что упростит его паяние;
- при использовании горелки важно соблюдать правила противопожарной безопасности, особенно при нанесении растворителей для обезжиривания;
- пайка может выполняться в несколько слоёв, перед нанесением каждого нужно выжидать пока застынет предыдущий;
- использование флюса потребует применения защитных средств, так как в его составе могут содержаться едкие вещества;
- пламя горелки всегда должно быть направлено в противоположную от себя сторону;
- для пайки рекомендуется использовать паяльники мощностью более 100 Вт;
- флюс применяется в основном для элементов с толщиной от 4 мм или поверхностей со сложными формами;
- состав припоя выбирается на основе вида пайки, но температура плавления всегда ниже, чем у алюминия;
- чтобы паять заготовки с толщиной более 4 мм, по краю стыковочного шва нужно срезать кромку под углом 45 0 для увеличения поверхности контакта;
- после проведения работ необходимо обязательно убедиться в целостности, прочности, равномерности шва.
При выборе припоя необходимо учитывать тип инструмента, используемого для расплавления. Для паяльника подойдут сплавы с низкой температурой плавления: оловянные сплавы с медью, цинком, висмутом. Чтобы создать тугоплавкое соединение, потребуется сложный сплав алюминия, меди, кремния.
Как паять алюминий в домашний условиях
Самый эффективный метод пайки алюминия – аргонная дуговая сварка. Однако это оборудование очень дорогое и иметь его в домашних условиях крайне затруднительно. Кроме этого, сам электронщик должен обладать определенными навыками и знаниями в этой сфере, получить которые также проблематично. Есть несколько других способов, как паять алюминий – самостоятельно, без подобного дорогостоящего и громоздкого оборудования.
В данной статье будут описаны методы и способы пайки алюминия, доступные каждому электронщику, которые можно использовать в самых обычных домашних условиях. Дополнением изложенному материалу, в статье содержатся два видеоролика и одну подробную техническую статью, которую можно скачать в формате PDF.

Точная информация
Сначала следует, если есть такая возможность, точно определиться, из какого сплава изготовлены соединяемые детали. Ведь в чистом виде алюминий используется в электронике и технике крайне редко. От того, с какими химическими элементами и в каком количестве он смешан, будет зависеть многое.
- Критическая температура плавления. Некоторые добавки существенно увеличивают этот предел, который для чистого металла составляет 658 – 660 градусов Цельсия.
- Механические свойства. В зависимости от своего состава, некоторые сплавы становятся более пластичными, иные демонстрируют возросшую прочность.
- Взаимодействие с другими химическими элементами.
Заранее зная, с каким материалом предстоит работать, мастер сильно упрощает свою задачу.
Способы пайки алюминия
У мастеров не вызывает затруднения пайка медных, латунных и стальных проводов и деталей, но если приходится иметь дело с алюминиевыми поверхностями, то припой даже не пристает к изделию, и пайка превращается в мучение.

Пайка алюминия сплавами
Отличные результаты можно получить при использовании следующих сплавов: две части цинка и восемь частей олова одна часть меди и 99 частей олова одна часть висмута и 30 частей олова Перед пайкой и сплав, и собственно деталь необходимо хорошо разогреть. Также следует помнить, что при таком способе пайки должна использоваться паяльная кислота.

Пайка алюминия с помощью специальных флюсов
Стандартно применяемые флюсы не растворяют оксидную пленку на поверхности алюминия, поэтому надо использовать специальные активные флюсы. Флюс для пайки алюминия используется для работы с оловянно-свинцовыми припоями при рабочей температуре 250-360 градусов. Такой флюс и при пайке, и при лужении хорошо убирают пленку окисла, очищает поверхность металла и как следствие припой лучше растекается по поверхности.
Все это приводит к созданию более плотного и прочного соединения сплавляемых деталей. Излишки этого флюса легко удаляются растворителями, спиртом или специальными жидкостями. Также этот флюс можно считать универсальным, поскольку применять его можно и для работы с никелем, медью, нержавеющими сталями и т.д.
Другие способы пайки алюминия
Существуют и нестандартные способы решения данной проблемы, например: Место пайки на алюминиевом изделия тщательно зачищают и наносят пару капель концентрированного медного купороса. Небольшой отрезок медной проволоки, зачищают сворачивают в кружок диаметром равным месту пайки, а свободный конец проволоки подключают к «плюсу» вывода батареи на 4,5 вольта. Часть проволоки с со свернутым кружком опускается в небольшое количество медного купороса. Минус батареи надо соединить с деталью, на которой через некоторое время осядет некоторый слой меди.
После просушивания к этому месту можно приварить необходимые детали или провода обычным способом. В этом случае используется абразивный порошок, смешанный с небольшим количеством трансформаторного масла до получения жидкой пасты. Эту пасту наносят на очищенные изделия для пайки. Далее паяльник хорошо пролуживают и трут эти места до выделения на поверхности слоя олова. Затем детали промывают и далее паяют обычным методом.

Для этого способа понадобится трансформатор. Его минус подключают к изделию, а к плюсу подсоединяют медный провод большого сечения, состоящий из более мелких жил. Если на короткое время подсоединять этот провод к месту будущее пайки, то будет произведена микропайка меди и алюминия, которая в дальнейшем позволит провести пайку проводов обычным методом. Для упрощения процесса можно использовать паяльную кислоту.
Зачем нужен флюс
Основным препятствием при пайке алюминия является его оксидная плёнка. Утверждение о том, что её можно удалить механическим путём, несостоятельно, поскольку новая плёнка появляется практически мгновенно. Именно поэтому выполнение работы без использования активных флюсов, за редким исключением, невозможно. Задача этих флюсов – разрушение барьера Al2O3, чтобы металл мог беспрепятственно соединиться с материалами, входящими в состав припоя.
Среди флюсов встречаются и широко распространённые, и узкоспециализированные. В аннотации к ним добросовестные производители указывают назначение и особенности предлагаемого товара. Среди наиболее часто встречающихся можно перечислить:
- Ф-64. Он способен разрушать прочную оксидную плёнку значительной толщины, а потому хорошо подходит для пайки даже деталей большой массы. При этом он подходит для работы не только с алюминием, но и с оцинкованным железом, медью, бериллиевой бронзой и т. п.
- Ф-34А. Такой состав успешно используется с тугоплавкими припоями, содержащими значительное количество химических добавок.
- Ф-61. Его можно рекомендовать для низкотемпературной пайки или лужения изделий из алюминиевых сплавов.
- Castolin Alutin 51 L.Этот состав лучше всего оправдывает себя при использовании припоев того же производителя.
Окончательный выбор марки флюса зависит от многих факторов. Прежде чем принимать решение о непригодности состава, стоит убедиться в том, что соблюдены все важные технологические требования.

Выбор припоя
После того как оксидная плёнка разрушена, вступает в дело припой. Как и в случае с флюсом, его составу следует уделить самое тщательное внимание. Работающие при разной температуре, эти материалы должны выполнять основную задачу – соединяться с обрабатываемыми металлами. Применение низкотемпературных составов себя не оправдывает, поскольку они могут разрушаться при нагреве в процессе эксплуатации.
Наибольшее распространение получили смеси со средней и высокой температурой плавления. Но окончательный выбор будет зависеть от многих факторов. Неплохо зарекомендовали отечественные припои ЦОП-40, содержащий олово и цинк в процентном соотношении 60 на 40, и 34А, применение которого оправданно при использовании газопламенного нагрева. Тем не менее, при определённых условиях, конкуренцию им вполне способны составить припои Германиевый-1 и Германиевый-2, В-62, П550А, П575А и другие.
Подготовка к работе
Прежде чем приступать к пайке, зону соединения придётся тщательно очистить, удалив с металла краску, если таковая имеется, и обычные загрязнения. Если речь идёт о пайке алюминиевых проводов или деталей электросхем, достаточно будет вооружиться паяльником. Но с увеличением массы деталей этого будет уже недостаточно. Обладающий высокой теплопроводностью металл будет быстро остывать, не позволяя создать качественное соединение. Улучшить ситуацию позволит постоянный нагрев зоны, где производиться пайка. Для этого можно использовать газовую горелку или даже паяльную лампу. Тут важно соблюсти два важных условия.
- Пламя горелки и паяльной лампы должно быть тщательно отрегулировано. В противном случае образующиеся частицы копоти загрязнят металл и не позволять выполнить работу качественно.
- Коридор между критическим значением плавления алюминия и температурой плавления припоя узок. Тем не менее, его придётся выдерживать. Это умение приходит с опытом. До того как начинать работать с ответственными деталями, стоит потренироваться на чём-нибудь попроще.
Полностью избавиться от оксидной плёнки не удастся, но зато можно сделать её как можно тоньше, обработав детали металлической щёткой или специальной насадкой. В отдельных случаях можно использовать абразивные круги, наждачную бумагу или простой напильник. После этого обрабатываемую поверхность придётся хорошенько обезжирить. Лучше всего для этого подойдёт чистый спирт.

Пайка
Когда пламя горелки хорошо отрегулировано, а детали прогреты до оптимальной температуры, можно приступать к следующему этапу работ – собственно пайке.
- Прежде всего, следует нанести на поверхность деталей флюс. Проще всего это сделать кисточкой. Многие производители включают её в конструкцию флаконов с составом. Если нет, придётся приобрести её отдельно. Поскольку флюсы обладают высокой химической активностью, необходимо следить, чтобы они не попадали на посторонние предметы, а тем более на кожу, глаза или слизистую оболочку.
- Вооружившись паяльником, распределить по месту соединения припой. Хороший результат дают паяльники, жало которых имеет специальные зазубрины, разрушающие оксидную плёнку непосредственно в момент нанесения припоя. Однако использование подобного инструмента требует дополнительных навыков.
- Когда работа закончена и детали остыли, следует самым тщательным образом удалить остатки флюса. В противном случае они будут способствовать возникновению очага коррозии. Рекомендуется последовательная промывка изделия в воде различной температуры, затем – обработка слабым раствором каустической соды и снова промывка в воде.
Только когда все эти условия соблюдены, изделие готово к эксплуатации.
Способы лужения
При хорошем флюсе процесс залуживания и пайки не составляет проблем. Другое дело если под рукой нет такового, здесь процесс становится более трудоемким. Самое главное в процессе залуживания не допустить контакт зачищаемой поверхности с кислородом. Поэтому зачищаемую поверхность густо смазывают или заливают флюсом, а при необходимости можно и немного подогреть. Можно и просто если изделие небольшое, например провода, зачищать их прямо в растворе, налив его во что-нибудь.

Иногда при необходимости спаять два провода алюминиевый к примеру и медный, пользовался таким способом. Скручивал два конца провода и сваривал их разрядом тока с помощью графитового сердечника от батарейки. Для такой «сварки» использовал трансформатор 6-12 вольт с током от 3 ампер. Один конец провода от трансформатора подсоединяем к скрутке, а ко второму прикручиваем стержень батарейки (можно использовать щетку от двигателя). При касании возникает дуга и концы спаиваются в шарик. Так что паять алюминий в домашних условиях вполне возможно и не такая это уж сложная задача.
Как паять алюминий?

- Особенности пайки
- Способы
- Выбор необходимых инструментов и соответствующих материалов
- Флюсы
- Припой
- Проволока
- Паяльник
- Горелки
- Технология
Изначально важно отметить, что речь пойдет о металле, основными эксплуатационными показателями которого являются легкость и гибкость. Для многих актуален ответ на вопрос, как правильно и качественно паять алюминий – это объясняется одним уникальным свойством материала, а именно образованием оксидной пленки. С одной стороны, это увеличивает привлекательность алюминия в качестве сырья, но в то же время создает определенные проблемы при соединении деталей, выполненных из него.

Особенности пайки
Изначально следует напомнить, что пайка представляет собой один из эффективных способов создания неразъемных, надежных соединений элементов, выполненных из металлов. Важно при этом учесть, что в течение достаточно длительного времени технология характеризовалась сравнительно низкой производительностью. Параллельно акцентировалось внимание на том, что прочность соединений оставляет желать лучшего. Именно с учетом этих ключевых факторов описываемый тип пайки не получил широкого применения в промышленных масштабах.

На сегодняшний день существует мнение, сторонники которого утверждают, что паять и лудить рассматриваемый металл и его сплавы невозможно без использования специального оборудования. Доказательством подобных утверждений являются следующие аргументы.
- На поверхности любых алюминиевых деталей при их контакте с воздухом неизбежно формируется оксидная пленка, имеющая формулу AL2O3. Ее главные характеристики – это химическая устойчивость и тугоплавкость. Именно эти свойства создают существенные проблемы в процессе соединения алюминиевых элементов конструкций и ремонте изделий.
- Описываемый процесс также сильно осложняется из-за свойств самого металла. Все дело в том, что он начинает плавиться при температуре, достигающей 660 градусов Цельсия. При этом в ситуациях со сплавами на его основе температурный показатель варьируется в пределах от 500 до 600 градусов. Параллельно следует учесть, что при температуре металла 300 градусов, а сплавов – 250 градусов они существенно утрачивают свою прочность, что может в итоге крайне негативно отразиться на эксплуатационных показателях монтируемых конструкций.



С учетом всего перечисленного, можно сделать вывод, что стандартными методами выполнить качественную пайку алюминия практически невозможно.
Выходом в подобных ситуациях будет применение специальных сильнодействующих флюсов в тандеме с припоями, имеющими соответствующие свойства.

Способы
Многих интересует возможность применения аргона, холодной сварки, а также низкотемпературной и газопламенной технологий. Пайка отдельных конструктивных элементов и изделий осуществляется при помощи обычных паяльников, горелок, а также хорошо известных многим паяльных ламп. На данный момент можно выделить 3 основных варианта создания подобных соединений, а именно:
- с применением канифоли в качестве флюса;
- при помощи припоев с разной основой;
- электрохимический процесс.
Первый способ актуален преимущественно для соединения поверхностей небольших площадей. Чаще всего таковыми являются провода и кабели, спаиваемые участки которых на этапе подготовки требуется максимально качественно обработать и залудить, создав соответствующий слой канифоли. Допускается применение раствора упомянутого типа флюса в диэтиловом эфире. Данный метод предусматривает добавление средства без отрыва жала паяльника.
Важно учитывать, что его мощность при спаивании тонких проводов может составлять 50 Вт, а при толщине в 1 мм – 100 Вт.

Пайка с применением припоев достаточно широко используется в современной электротехнике, а также в процессе ремонта автомобилей и изделий из алюминия. На первоначальном этапе необходимо покрыть соединяемые места деталей сплавом. Речь идет об обязательном лужении данных частей непосредственно перед их спаиванием.
Электрохимический метод – это процедура, выполнение которой требует наличия специальной установки, предназначенной для создания гальванического покрытия. Данное оборудование позволяет выполнять омеднение поверхностей соединяемых элементов. Если такая установка отсутствует, то, в принципе, создать необходимый слой можно самостоятельно. В домашних условиях на предварительно зачищенную наждачной бумагой область наносится медный купорос. Следующий шаг – это подключение к обрабатываемой детали или изделию минусового полюса источника питания.
В качестве независимого источника энергии вполне можно использовать батарейку, АКБ и даже выпрямители. К плюсовому выводу при этом подключают электрод в виде зачищенного медного провода, сечение которого составляет около 1 мм. Его следует расположить на изолированной поверхности (подставке). В результате электролиза на обрабатываемые детали оседает медный слой.
Выбор необходимых инструментов и соответствующих материалов
С учетом всех технических нюансов и свойств самого алюминия рассматриваемый тип пайки – это реальный и достаточно эффективный способ восстановить:
- всевозможную утварь;
- автомобильные, а также бытовые отопительные радиаторы;
- трубы различных диаметров и сечения;
- разнообразные изделия, включая сантехнические.


На предприятиях пайка деталей, выполненных из описываемого металла и сплавов, осуществляется с применением специализированных аппаратов. В домашних условиях, гараже и маленьких мастерских аналогичные процессы реализуют при помощи:
- обычных паяльников разной мощности;
- горелок (преимущественно газовых);
- специальных присадок, включая средства в виде порошков;
- магниевых карандашей;
- оловосодержащих припоев.


Флюсы
Прежде всего необходимо напомнить, что флюсы характеризуются повышенной активностью. Исходя из этого, после завершения пайки данные вещества следует удалять при помощи щелочных растворов и воды. В процессе выполнения работ требуется уделять внимание защите органов дыхания от испарений.
На сегодня можно выделить следующие наиболее распространенные типы флюсов.
- Канифоль, которой по праву принадлежит пальма первенства в рейтингах популярности. Данный флюс широко используют при пайке с латунью, нержавейкой и другими металлами. В ситуациях с алюминием обязательным условием является отсутствие воздуха, исходя из чего канифоль применяется редко.
- Порошковые соединения, которые используют, как правило, при пайке с применением газовых горелок. При этом специалисты не советуют добавлять кислород, который негативно отражается на эффективности флюса. На данный момент чаще всего используются бура, паяльный жир, ацетилсалициловая кислота и соединение марки Ф-34А.
- Жидкие флюсы, которые наносят тонким слоем на места будущих соединений. Важно помнить, что подобные средства в процессе выполнения работ при нагревании активно испаряются, выделяя потенциально опасные для здоровья пары. Так, в составе Ф-64 присутствуют дионизированная вода, ингибиторы коррозии, а также тэтраэтиламмоний и фториды. Это соединение эффективно разрушает злополучный слой оксида.



Флюс Ф-61 используют для лужения и качественной пайки алюминиевых сплавов при температуре в пределах 250 градусов. В свою очередь Castolin Alutin 51 L эффективен при рабочей температуре от 160 градусов. В состав данного флюса входят 32-процентное олово, свинец и кадмий.


Припой
В подавляющем большинстве случаев основные компоненты припоев с низкой температурой плавки – это олово, кадмий, цинк, свинец, а также висмут. Ключевым моментом является то, что в перечисленных металлах (исключение представляет только цинк) алюминий практически не растворяется. Это, в свою очередь, негативно отражается на качестве соединений.
С одной стороны, возможно применение активных флюсов при тщательной обработке мест спаивания. Параллельно используют припои на основе свинца и олова. Однако подобные стыки характеризуются пониженной устойчивостью к коррозии.
Частично нивелировать данный эффект поможет нанесение качественного лакокрасочного покрытия.

Оптимальным выбором станет припой, основой которого являются алюминий, медь, цинк или серебро. В перечень подобных материалов входит, к примеру, припой марки 34А, в составе которого присутствуют алюминий, медь и кремний в концентрации 66, 28 и 6 процентов соответственно. Не менее распространенный – это припой ЦОП-40, в состав которого входит 60% свинца и 40% цинка. Важно учитывать, что прочность соединений и устойчивость к коррозии прямо пропорциональны содержанию цинка.
Отдельного внимания заслуживают высокотемпературные припои, содержащие алюминий, кремний и медь. В их перечень входят уже упомянутый 34А, а также его аналог Aluminium-13. В составе последнего 87% алюминия и 13% кремния.
Подобные пропорции позволяют выполнять пайку при температурах в диапазоне 590-600 градусов.





-HF: как выбрать и на что обратить внимание")